

Kennen Sie die verschiedenen Arten von 3D-Druckfilamenten? Lesen Sie unseren umfassenden Leitfaden, um es herauszufinden.

Polymerfilament kann zu Recht als der Grundstein der 3D-Druckindustrie angesehen werden. Wäre der Kunststoff in Form eines Fadens (Filament) nicht erfunden worden, dann wäre der 3D-Druck nie “populär” geworden. Stattdessen wäre es bei Granulaten und Pulvern aus der industriellen Produktion geblieben.
Historischer Hintergrund: In den späten 1980er Jahren entwickelte S. Scott Crump als Ergebnis eines wissenschaftlichen und technologischen Durchbruchs die Fused Deposition Printing (FDM)-Technologie, die Ende des nächsten Jahrzehnts von Stratasys in die Produktion eingeführt wurde. [eins]
Rechtlicher Hinweis: “Die ursprünglichen Begriffe Fused Deposition Modeling und FDM sind Marken von Stratasys. 3D-Druck-Enthusiasten, die am RepRap-Projekt beteiligt sind, haben den analogen Begriff “Fused Filament Fabrication” oder FFF geprägt, um rechtliche Einschränkungen zu umgehen. Die Begriffe FDM und FFF haben dieselbe Bedeutung und denselben Zweck.”
Der moderne Leser weiß, dass 3D-FDM-Drucker für den Druck mit Thermoplasten, sogenannten Filamenten, ausgelegt sind, die in der Regel in Form von Stäben, Filamenten, Rollen oder Spulen vertrieben werden.
Thermoplastische Kunststoffe können aufgrund ihrer chemischen Zusammensetzung sowohl relativ unbedenklich für die Gesundheit als auch hochgiftig sein. Auch die beim Drucken freigesetzten Dämpfe können schädliche chemische Elemente enthalten.
Die Palette der “sauberen”, “ökologischen” Kunststoffe ist sehr groß. Eines der beliebtesten Materialien ist Polylactid, auch PLA-Kunststoff” genannt. Dieses Material wird aus Mais oder Zuckerrohr hergestellt, was es ungiftig und umweltfreundlich macht, aber auch relativ kurzlebig.
Im Gegensatz dazu ist ABS-Kunststoff sehr haltbar und verschleißfest, obwohl er empfindlich gegenüber direktem Sonnenlicht ist. Beim Erhitzen kann er jedoch eine gewisse Menge schädlicher Dämpfe freisetzen.
“Heute gibt es auf dem Markt für 3D-Thermoplaste neben PLA und ABS mehrere Dutzend, wenn nicht Hunderte von verschiedenen Filamenten für jede Farbe, jeden Geschmack, jeden Geruch und jeden Zweck. Sie können ein Teil aus Nylon, Polycarbonat, Polyethylen, Carbon und vielen anderen Arten und Typen von Thermoplasten drucken, die von den modernen inländischen und internationalen Herstellern von Harzen und Stäben für 3D-Drucker aktiv entwickelt und breit beworben werden. Sie können auch Derivate exotischerer Materialien verwenden, z. B. Polyvinylalkohol, besser bekannt als PVA, oder Wachs, das bei der Herstellung von “Ausbrenner”-Filamenten z. B. für die Schmuckindustrie verwendet wird.
Bedingungen :
Polymere (aus dem Griechischen πολύ “viel” + μέρος “Teil”) sind Stoffe, die aus “Monomereinheiten” bestehen, die durch chemische oder koordinative Bindungen zu langen Makromolekülen verbunden sind [2] .
Thermoplaste sind polymere Werkstoffe, die sich bei Erwärmung reversibel in einen hochelastischen oder zähfließenden Zustand verwandeln können. Die Verarbeitung von Thermoplasten zu Produkten ist nicht von einer irreversiblen chemischen Reaktion begleitet. Sie sind recycelbar (formbar).
Thermoplastische Polymere können eine lineare oder verzweigte Struktur haben, amorph (Polystyrol, Polymethylmethacrylat) oder kristallin (Polyethylen, Polypropylen) sein. Im Gegensatz zu Duroplasten zeichnen sich Thermoplaste dadurch aus, dass sie keine dreidimensionale vernetzte Struktur aufweisen und in einen flüssigen Zustand übergehen, was es ermöglicht, Gegenstände aus ihnen thermisch zu formen, zu gießen und zu extrudieren.
Einige lineare Polymere sind keine Thermoplaste, da ihre Zersetzungstemperatur unter dem Stockpunkt liegt (Zellulose) [3] .
Elastomer – dieser Begriff bezieht sich auf Polymere mit hochelastischen Eigenschaften im Anwendungsbereich. Jedes elastische Material wird als Kautschuk oder Elastomer bezeichnet, das sich auf ein Vielfaches seiner ursprünglichen Länge dehnen kann (Elastomerfaden) und, was wichtig ist, in seine ursprüngliche Größe zurückkehrt, wenn die Last entfernt wird. Nicht alle amorphen Polymere sind Elastomere. Einige von ihnen sind Thermoplaste. Dies hängt von ihrer Glasübergangstemperatur ab: Elastomere haben eine niedrige Glasübergangstemperatur, Thermoplaste eine hohe. (Diese Regel gilt nur für amorphe Polymere, nicht für kristalline Polymere). [4]
Über die Herstellung von Filamenten. Das Grundprinzip der Produktion ist die Herstellung durch Extrusion (Strangpressen) [5]. Das Rohmaterial, in der Regel in Granulatform, wird geschmolzen und durch eine Formöffnung in einen kalibrierten Faden gezogen, der anschließend abkühlt.
* [5] – Extrusion (von spätlat. Extrusio “herausdrücken”) – eine Technologie zur Herstellung von Produkten durch das Pressen einer zähflüssigen Materialschmelze oder einer dicken Paste durch ein Formloch.
Die Palette der Anlagen reichte von einfachen Tischgeräten bis hin zu multifunktionalen Vollzyklusanlagen mit einem hohen Automatisierungsgrad und digitaler Steuerung des gesamten Produktionszyklus. Das Ausgangsmaterial für solche Systeme ist in der Regel ein körniges Polymersubstrat.

Eine vereinfachte Produktionskette des industriellen Verfahrens zur Herstellung von Filamenten für den 3D-Druck sieht so aus: Das Rohmaterial wird in einen kegelförmigen Behälter gefüllt, aus dem es mit Hilfe einer Schnecke mit geringem Fluss in die Schmelzkammer geleitet wird. Dort verwandelt sich das Granulat bei einer bestimmten Temperatur in eine zähfließende Substanz, die unter dem Druck des neu zugeführten Materials durch ein System kalibrierter Düsen ausgepresst wird. Der so gewonnene Faden durchläuft den Prozess der Abkühlung und zusätzlichen Kalibrierung auf die vorgegebenen Durchmesserabmessungen. Seine Konsistenz, Festigkeit und Feuchtigkeit werden kontrolliert. Anschließend wird der Faden auf eine technologische oder handelsübliche Spule aufgewickelt. Anschließend wird es einer weiteren kontrollierten Trocknung unterzogen und in einem luftdichten Behälter verpackt.

Alle Temperatur-, Geschwindigkeits-, Maß- und Masseparameter werden über eine große Anzahl spezieller Sensoren gesteuert, die an ein zentrales digitales Kontrollsystem angeschlossen sind.
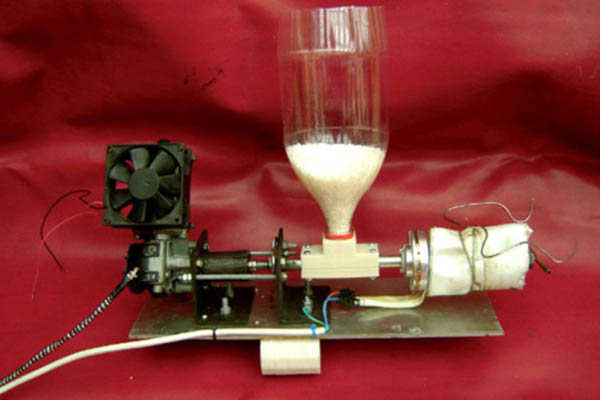
Die Herstellung einer Stange zu Hause ist etwas prosaischer, aber das Prinzip bleibt das gleiche. Sogar Plastikflaschen aus Haushaltsbehältern, die in Bänder geschnitten werden, können als Rohmaterial für einen “Fadenmacher” zu Hause verwendet werden. Die Anschaffungskosten für solche Produkte sind deutlich niedriger als die der Fabrikware, die Qualität entspricht jedoch dem Preis. Es gibt allerdings auch Ausnahmen.


Kunststoffe für den 3D-Druck werden heute in zwei Standard-Filamentdurchmessern hergestellt – 2,85 mm und 1,75 mm. Das gebräuchlichste Filament ist 1,75 mm, aber ein Stab mit einem Durchmesser von 2,85 mm ist aufgrund seiner höheren Steifigkeit immer noch bei Nutzern von 3D-Druckern mit einem Extruder vom Typ “Bowden” gefragt. Er wird zum Beispiel von Ultimaker-Druckern verwendet.
In den Anfängen der populären 3D-Revolution wurden in Zeiten des Mangels an Rohstoffen für den Druck auch Angelschnüre und Spulen für Rasenmäher verwendet. Heutzutage gibt es für 3D-Drucker jedoch eine Vielzahl von Angeboten für jeden Geschmack und jedes Budget. Versuchen wir, sie ein wenig zu verstehen.
FILAMENT IN DEN REGALEN
Um in der großen Vielfalt der heute produzierten Kunststoffe – Filamente (Filamente) für den 3D-Druck – nicht durcheinander zu kommen, teilen wir sie sehr bedingt in drei “globale” Kategorien ein: Grund-, Hilfs- und Dekorationsfilamente. Darüber hinaus können dekorative, bis zu einem gewissen Grad, auch mit grundlegenden korreliert werden, aber ihre separate Wahl ist aufgrund der erhöhten Anforderungen an das Aussehen des Endprodukts.

– Die Basiskunststoffe sind diejenigen Kunststofftypen, die sich aufgrund ihrer physikalisch-chemischen Eigenschaften am besten für die Herstellung von Produkten und Teilen für die industrielle oder spezielle Produktion eignen. Auf ihrer Grundlage können spezialisierte Varianten mit verschiedenen einzigartigen Eigenschaften hergestellt werden. Die Palette reicht von extra stark und zäh bis zu superweich und flexibel.

Die Basiskunststoffe lassen sich wiederum in technische (Industrie) und besondere (Konsumgüter) unterteilen. Erstere unterliegen erhöhten betrieblichen Anforderungen, z. B. hohe Festigkeit oder Zähigkeit, Elastizität, Haltbarkeit, chemische Neutralität oder Beständigkeit gegen ungünstige atmosphärische oder andere Umgebungen.
Die zweite Gruppe zeichnet sich durch eine hohe Formbeständigkeit aus, lässt sich leicht auf eine Vielzahl von Geräten drucken, ist leicht mit improvisierten Werkzeugen und Stoffen zu bearbeiten, lässt sich leicht lackieren und ist umweltfreundlich und sicher in der Anwendung.

– Hilfskunststoffe dienen dazu, zusätzliche Elemente von gedruckten Strukturen zu drucken, die die Reproduktion von überhängenden Teilen des gedruckten Modells oder von Teilen, die die Arbeitsfläche überhaupt nicht berühren, gewährleisten. Oder um verlorenes Wachs oder lösliche Formen oder Produkte herzustellen.

– Dekorative Kunststoffe enthalten zusätzliche Verunreinigungen oder bestehen vollständig aus speziellen Substanzen, die ihnen eine einzigartige äußere Struktur, Farbe oder transparente Eigenschaften verleihen.

Und auch alle Filamente werden in Hochtemperatur- und Niedertemperaturfilamente unterteilt. Für erstere ist eine spezielle, ganzmetallische Wärmeschranke des Extruders oder dessen spezielle Konstruktion erforderlich. Für die zweite reicht ein vollwertiges heißes Ende eines beliebigen weit verbreiteten Druckers aus.
Es ist wichtig, daran zu erinnern, dass Fluorkunststoffschläuche (PTFE) bei der Konstruktion von Niedertemperaturextrudern verwendet werden, aber Fluorkunststoffe sind anders, und obwohl sie alle den niedrigsten Trockenreibungskoeffizienten unter den Polymeren haben, sind sie dennoch keine direkten Analoga. So hat beispielsweise Fluorkunststoff-4 (Teflon) einen Schmelzpunkt von 270-327 °C, und Fluorkunststoff-3 liegt nur bei 210-215 °C, aber Fluorkunststoff-40 schmilzt bei 265-275 °C.
Es ist theoretisch richtig, Fluoroplast-4 in zusammengesetzten thermischen Barrieren von heißen Enden zu verwenden – ein kristallines Polymer mit einer Kristallschmelztemperatur von 327 ° C und einer Glasübergangstemperatur von amorphen Bereichen von -100 ° C bis -120 ° C, die auch bei Temperaturen oberhalb der Zersetzungstemperatur (415 ° C) in einen viskos-fließenden Zustand übergeht, sondern verliert nur einige Eigenschaften von Gleit-und Elastizität.

Bei den meisten 3D-Druckern für den Hausgebrauch gibt der Hersteller jedoch nicht an oder weiß möglicherweise selbst nicht, welche PTFE-Qualität bei der Montage der heißen Enden der Extruder verwendet wurde. Daher gibt es oft Geschichten unter den Nutzern über den Verlust der Extrusion aufgrund einer fehlenden thermischen Barriere nach dem Druck mit Filamenten mit einer Temperatur von 250 ° C und darüber. Leider müssen Sie dies bedenken und im Zweifelsfall eine Ganzmetall-Wärmebarriere verwenden, wenn Sie mit Kunststoffen mit einer Drucktemperatur über 245-250 °C arbeiten.

Ein weiterer nützlicher Tipp. Bevor man mit neuen Kunststoffen experimentiert, ist es für den Bediener und Besitzer des 3D-Druckers wichtig, sich zu vergewissern, dass die tatsächliche Temperatur des heißen Endes auf seinem Display oder Monitor angezeigt wird. Denn bei preiswerten Druckermodellen weichen tatsächliche und angezeigte Temperatur oft um bis zu zehn Grad voneinander ab. Dies ist auf nicht kalibrierte Temperatursensoren (Thermistoren) und die Diskrepanz zwischen deren Parametern und den Parametern der ADC-Tabelle zurückzuführen. Nur selten macht sich jemand die Mühe, diese komplexe Prozedur selbst durchzuführen, obwohl es Beispiele für eine solche Pünktlichkeit gibt. Manchmal reicht es aus, einen Test-Temperaturturm zu drucken, um den Fehler zu ermitteln und ihn später bei der Einrichtung weiterer Drucke zu berücksichtigen.
Beschreiben wir nun, soweit dies in einem journalistischen Format möglich ist, die bekanntesten Filamente, die heute im 3D-Druck verwendet werden, und sortieren sie nach ihrer bedingten Einteilung in Gruppen.
Einfach, solide
PLA
Polylactid (PLA) ist ein biologisch abbaubarer, biokompatibler, thermoplastischer, aliphatischer Polyester, dessen Monomer Milchsäure ist. Die Rohstoffe für die Herstellung sind jährlich erneuerbare Ressourcen wie Mais und Zuckerrohr.

Man kann es als “Klassiker des Genres” bezeichnen, auch wenn die “Pioniere” des 3D-Drucks aus irgendeinem Grund zögern, von ABS auf PLA umzusteigen, und zwar aufgrund der Macht der Gewohnheit. Diejenigen, die das Glück hatten, ihre Bekanntschaft mit additiven Technologien unter Verwendung von PLA-Kunststoff zu machen, stellen die hohe Nutzbarkeit dieses Filaments fest. Die einfache Handhabung und die geringen Anforderungen an die Druckgeräte, gepaart mit der hohen Umweltfreundlichkeit und Unbedenklichkeit dieses aus Zuckerrüben und Zuckerrohr hergestellten Polymers, haben der breiten Masse die Tür geöffnet und finden nicht nur im alltäglichen Druck, sondern auch im Prototyping breite Anwendung. Es wird auch für die Herstellung von Produkten mit kurzer Lebensdauer (Lebensmittelverpackungen, Einweggeschirr, Taschen, verschiedene Behälter) sowie in der Medizin für die Herstellung von chirurgischen Fäden und Nadeln verwendet.
Auf dem Markt sind die Kunststoffe der führenden Hersteller mit einer großen Farbpalette vertreten, eSun zum Beispiel hat mehr als fünfzig Positionen. Es gibt viele Variationen auf der Basis dieses PLA-Thermoplasts, einschließlich dekorativer Varianten.
PLA + (PLA PRO)
Hochfestes modifiziertes PLA. Einige Hersteller, z. B. eSun, behaupten, dass die Festigkeit im Vergleich zu den grundlegenden Eigenschaften des “Standard”-PLA um das 10-fache erhöht ist. [6] .
Düse – 205-225 ° C. Tisch – 60-80 ° С (Druck ohne Heizung ist möglich)
PLA Glas (PLA Transparent, PLA Ecofil)
Eine gelungene Kombination aus Basis- und dekorativem Kunststoff. Mit allen positiven praktischen Eigenschaften von PLA ermöglicht dieses Filament originelle visuelle Effekte mit Kombinationen verschiedener Füllformen und Wandstärken im gedruckten Teil.

Düsentemperatur *: 180 – 220 ° С Tischtemperatur: 20 – 70 ° С. Empfohlene Druckgeschwindigkeit: 10 – 120 mm / s
* Für verschiedene Hersteller können die Optionen für die Temperaturbedingungen innerhalb von 5-10 ° С variieren.
eSilk-PLA Esun
eSilk-PLA von Esun ist ein neuer Kunststoff in der Palette der Designmaterialien. Er wurde durch die Zugabe von Materialien mit einem hellen Lichteffekt zu PLA gewonnen. Das fertige Produkt hat einen satten Seidenglanz, der heller ist als normales PLA.

eSilk findet breite Anwendung bei Modellen mit großer komplexer Oberfläche sowie bei praktischen Produkten: Teile von Möbelbeschlägen, Elemente der Innen- und Außendekoration, in Werbestrukturen und bei Designelementen in anderen Bereichen der Technik, Repräsentation und Produktion.

Die physikalisch-chemischen Eigenschaften von eSilk-PLA sind ähnlich wie die von PLA mit guten mechanischen Eigenschaften und hoher Schlagzähigkeit. Es ist leicht zu tippen. Es schrumpft praktisch nicht. Der Kunststoff ist umweltfreundlich und geruchsneutral.
| Bruchdehnung | 300% |
| Farbe | Silver |
| Zugfestigkeit | 58 MPa |
| Biegefestigkeit | 75 MPa |
| Elastizitätsmodul | 4000 MPa |
| Schlagzähigkeit nach Izod | 4 kJ / m2 |
| Schmelzindex | 2,5 g / 10 min (190 ° C / 2,16 kg) |
| Dichte | 1,43 g / cm3 |
| Erweichungspunkt | 67 ° C |
Schmelzpunkt 190 – 220 ° C
Empfohlene Temperatur der Plattform Heizung 0/60 – 80 ° C
ABS
(Acrylnitril-Butadien-Styrol)
Eines der ersten Filamente, das einem breiten Spektrum von 3D-Druck-Enthusiasten zur Verfügung steht. Im Hausgebrauch wird es aufgrund des spezifischen Geruchs des beim Druck erhitzten Stabes, der gezogen werden muss, weniger häufig verwendet als PLA. Darüber hinaus zeigen neue Untersuchungen, dass ABS-Dämpfe negative Auswirkungen auf die Gesundheit haben können.

Es gibt die Meinung, dass ABS-Kunststoff resistent gegen Sonnenlicht ist, aber 1998 gab es in den Vereinigten Staaten eine seltsame Geschichte mit dem Rückruf von 8,8 Millionen Autos wegen der photooxidativen Zerstörung von Polymer-Auslöseknöpfen von Sicherheitsgurten, die aus ABS geformt sind [7]… Vielleicht wurde die chemische Formel seither geändert, und moderne Kunststoffe haben dieses Problem nicht mehr, aber wir wollen diese Aussage weder bestätigen noch widerlegen. Tatsache ist, dass die Tests im Allgemeinen nur mit UV-Lampen durchgeführt werden und die photooxidative Zerstörung der Polymere durch die gleichzeitige Einwirkung von Licht und Sauerstoff erfolgt. Aber selbst eine einfache Bestrahlung mit einer relativ starken Lampe, die vor einigen Jahren von einer Gruppe von Enthusiasten im Rahmen eines Versuchs zum Vergleich der Lichtbeständigkeit von ABS und ASA organisiert wurde, hat gezeigt, dass diese Aussage, gelinde gesagt, nicht ganz korrekt ist [8] .
ABS-Kunststoff Spezifikationen
| Glasübergangstemperatur | About 105 ° C |
| Biegefestigkeit | 41 MPa |
| Zugfestigkeit | 22 MPa |
| Zugelastischer Modul | 1627 Mpa |
| Relative Dehnung | 6% |
| Schrumpfung beim Abkühlen | Bis zu 0,8% |
| Dichte des Materials | Etwa 1,05 g/cm³ |
Es sollte beachtet werden, dass die tatsächlichen Parameter von ABS-Kunststoff für den 3D-Druck von den Spezifikationen des Herstellers abhängen.
Einer der Hauptnachteile von ABS ist die starke Schrumpfung während und nach dem Druck und die Verformung beim Abkühlen. Wenn die Einstellungen der Schneidemaschine und des Druckers nicht korrekt sind, kann es zu Delaminationen kommen, und das Teil reißt einfach schichtweise auseinander. Der Erweichungspunkt von ABS-Kunststoff liegt im Bereich von 95-117° C. [neun]
Ansonsten ist ABS-Filament nach wie vor beliebt, vielleicht aus Gewohnheit, denn ehrlich gesagt ist der Wechsel von einem bewährten Material zu einem neuen immer mühsam und nicht immer ratsam. Darüber hinaus lässt es sich gut bearbeiten, schleifen und lackieren.
ABS hat eine schlechte Haftfähigkeit. Die Wahl des Klebstoffs ist eine wichtige Entscheidung. Perfekt klebt es mit Dichlorethan (EDC) und in der Regel mit Klebstoffen auf Acetonbasis [10] . Man kann eine bestimmte Menge an Kunststoff in Aceton auflösen und die Teile mit dieser Lösung verkleben. Jemand mischt das Lösungsmittel 646 mit dem üblichen “Super-Moment” und freut sich jahrelang über das Ergebnis. Gute Kritiken über AXTON Cyanacrylatkleber und Cosmofen CA12
Und das berühmte Acetonbad verleiht ABS-Produkten einen glänzenden “Fabrik”-Look, wenn auch mit einem gewissen Verlust an feinen Details des Modells.

Die Hauptanwendungsbereiche sind “halbindustrielle” und industrielle Produktion mit guter Belüftung. Einschränkung beim Druck von Teilen mit hoher geometrischer Genauigkeit aufgrund der hohen Schrumpfung. Sie erfordert mindestens eine passive Wärmekammer und einen Ganzmetallextruder, der wiederum sehr hohe Ansprüche an seine eigene Qualität stellt und eine große Anzahl von Rückzügen “nicht mag”.
Die Tabelle ist etwa 80 ° C. Nozzle 240 ± 15 ° С (bis zu 260 ° С) All-Metall-Wärmebarriere, Passiv.
ABS +
Es ist eine modifizierte Version des klassischen ABS-Kunststoffs mit erhöhter Härte, Steifigkeit, Elastizität (2443 MPa), Biegekoeffizient und Zugfestigkeit.

Dieses Material korrodiert nicht, behält lange Zeit seine Farbe und ist chemisch neutral gegenüber Ölen, Fetten, Schmiermitteln, Benzin und Kohlenwasserstoffen.
eABS MAX eSun
Es handelt sich um einen neuen technischen Kunststoff der ESUN-Linie, der sich durch eine hohe Feuerbeständigkeit aufgrund des Vorhandenseins von Flammschutzmitteln in der Zusammensetzung und eine hohe Beständigkeit gegenüber niedrigen Temperaturen auszeichnet. Es behält fast vollständig seine Eigenschaften bei Temperaturen bis zu -20 ℃ und bröckelt nicht.

Im Vergleich zu herkömmlichem ABS und ABS+ hat dieser Kunststoff eine deutlich höhere Schlagzähigkeit, er ist härter und härter. Darüber hinaus ist eABS MAX sehr abrasiv und schrumpft beim Drucken nicht. Das Material ist gut fließfähig, lässt sich leicht bedrucken, und die fertigen Produkte haben eine glatte Oberfläche. Es lässt sich leicht nachbearbeiten, wofür Sie Aceton verwenden können. Der Kunststoff ist sehr öl- und feuchtigkeitsbeständig, weniger als 1 % unter normalen Bedingungen. Ein großes Plus ist die Ungiftigkeit des Materials.

| Bruchdehnung | dreißig Prozent |
| Zugfestigkeit | 45 MPa |
| Biegefestigkeit | 58 MPa |
| Elastizitätsmodul | 2400 MPa |
| Schlagzähigkeit nach Izod | 48 kJ / m2 |
| Schmelzindex | 60 g / 10 min (220 ° C / 10 kg) |
| Dichte | 1.05 g / cm3 |
| Erweichungspunkt | 85 ° C |
Düsengröße 0,2 / 0,25 / 0,3 mm (Düsendurchmesser sollte größer sein als die Schichtdicke)
Empfohlene Heizkissen-Temperatur 90 – 110 ° C
Schmelzpunkt 220 – 240° C
PETG
Polyethylenterephthalatglykol (PETG)


Dieser relativ neue verschleißfeste Copolyester (Kombination) ist ein Derivat des Kunststoffs PET (Flaschenbehälter), der dessen Copolymer ist. Seine Dichte beträgt 1,27 g/cm3. Das ist mehr als bei PLA und etwa ein Fünftel anders als bei ABS. Rockwell-Härte – R 106. Zum Vergleich, ABS hat etwa R 110. Glasübergangstemperatur ist etwa 80 ° C. Chemisch beständig, nicht anfällig für Säuren, Laugen und Wasser. Flexibel genug unter Beibehaltung der Festigkeit. PETG eignet sich zum Beispiel perfekt für Quadcopterteile – die daraus hergestellte Stoßstange kann Stöße effektiv absorbieren, bleibt dabei ziemlich steif und bricht selbst bei schwersten Unfällen nicht zusammen.
In der Zwischenzeit stößt man immer wieder auf Meinungen von Anwendern aus der Praxis, die von einem sehr “haarigen” Druck und einer unkontrollierten Fließfähigkeit berichten. Vielleicht haben viele Hersteller die Technologie noch nicht ausgereift, oder die Formel selbst ist instabil, oder die Inhaltsstoffe versagen …

Und das ist es, was die Praktiker darüber schreiben. PETG ist wählerisch bei den Einstellungen. Stellen Sie sicher, dass die Temperaturen der heißen Teile in Ihren Druckern genau sind. Wenn dies nicht der Fall ist, berechnen Sie die Fehlerspanne anhand einiger Versuchsdrucke, um eine gute Qualität zu erreichen. Danach wählen Sie die Temperaturmodi für den Druck. Manchmal spielen 2-3 Grad eine entscheidende Rolle.
PETG mag keine hohen Geschwindigkeiten, sowohl beim Drucken als auch beim Zurückziehen – stellen Sie nicht mehr als 15-30 mm / s ein. Wenn Sie keine Ganzmetall-Wärmesperre haben, erhöhen Sie die Temperatur der Düse nicht mehr als 235-245 ° С, sonst kann der Fluorkunststoffschlauch (PTFE) schon bei 250 ° С schmelzen, und wenn er nicht von der gleichen Klasse ist (was bei chinesischen Produkten oft der Fall ist), dann sogar noch früher …
Es ist besonders erstaunlich, dass für PETG empfohlen wird, den Drucker auf eine besondere Weise zu kalibrieren. Nicht ein Blatt Papier, sondern drei. Es wurde behauptet, dass sich ein Film bildet, wenn die Düse des Extruders nahe am Tisch oder an der vorhergehenden Schicht ist, und ein Spinnennetz an der Düse entsteht. Sie können diesen zusätzlichen Spalt mit einer Schneidemaschine einstellen, aber das ist eine lange Geschichte. Daher verblassen die guten physikalisch-chemischen Eigenschaften von PETG im Vergleich zu den Schwierigkeiten beim Druck.
Zugegeben, aus irgendeinem Grund spricht niemand über die Probleme beim Bedrucken von Kunststoffen bekannter Hersteller mit langjährigem Ruf. Vielleicht liegt das ganze Problem in der Verarbeitung?
| EIGENSCHAFTEN | WERT | Einheiten CHANGE |
| Physikalisch | ||
| Dichte | 1260 – 1280 | kg / m ^ 3 |
| Mechanisch | ||
| Streckgrenze | 4.79e7 – 5.29e7 | Pa |
| Zugfestigkeit | 6e7 – 6.6e7 | Pa |
| Dehnung | 1.02 – 1.18 | % Voltage |
| Härte (Vickers) | 1.41e8 – 1.56e8 | Pa |
| Schlagzähigkeit (keine Kerbe) | 1.9e5 – 2e5 | J / m ^ 2 |
| Zugfestigkeit | 2.11e6 – 2.54e6 | Pa / m ^ 0.5 |
| Elastizitätsmodul | 2.01e9 – 2.11e9 | Pa |
| Thermische | ||
| Maximale Arbeitstemperatur | 51 – 64 | ° C |
| Die Schmelztemperatur | 81 – 91 | ° C |
| Elektrische Leitfähigkeit | Insulator | |
| Spezifische Wärme | 1470 – 1530 | J / kg ° C |
| Wärmeausdehnungskoeffizient | 0.00012 – 0.000124 | Voltage / ° C |
| Nachhaltigkeit | ||
| CO2 | 3.22 – 3.56 | kg / kg |
| Recycling | Ja |
Empfohlene Temperaturen: Tisch – 80 ° С, Düse – 210-230 ° С
Nylon (Polyamid)
Nylon ist eine Familie synthetischer Polyamide, die hauptsächlich für die Herstellung von Fasern verwendet werden. Die beiden häufigsten Nylonarten sind:
Polyhexamethylenadipinamid (anid (UdSSR / Russland), Nylon 66 (USA)), oft auch als Nylon selbst bezeichnet; Poly-ε-Caproamid (Nylon (UdSSR / Russland), Nylon 6 (USA)).
Nylon ist ein Material mit hoher Verschleißfestigkeit und Wärmebeständigkeit, es lässt sich problemlos verarbeiten, mit einem ausgezeichneten Gleitkoeffizienten (Buchsen können gedruckt werden) Hervorragend geeignet für den Druck von Zahnrädern und Mechanismen. Der Kunststoff enthält keine schädlichen Verunreinigungen und verliert bei Erwärmung nicht seine Geometrie.

Nylonfilamente sind im Allgemeinen stark hygroskopisch. Nylon kann in nur 24 Stunden bis zu 10 % seines Gewichts an Wasser aufnehmen! Daher müssen sie in versiegelten Verpackungen mit Silikatgel gelagert werden. Vor Gebrauch trocknen.
Bei richtiger Einstellung druckt der Nylonkopf leicht und gut. Wenn das Material getrocknet ist, hinterlässt die Oberflächenqualität ein seidiges Gefühl. Bei der Verwendung von Qualitätsnylon ist die Haftung der Schichten ausgezeichnet und die Drucke sind makellos. Sowohl bei kleinen als auch bei großen Modellen wird eine hohe Detailgenauigkeit erzielt.
Als verschleißfestes Nylon eignet es sich hervorragend für den Druck von Teilen, die ständiger Reibung ausgesetzt sind, wie z. B. Zahnräder, und es lässt sich auch gut bearbeiten, bohren und mit Gewinden versehen.
Verwenden Sie beim Drucken ein Baubett mit einer Temperatur von weniger als 90-100 ℃, da Nylon empfindlich auf zu schnelles Abkühlen und damit Verziehen reagiert. Es ist wünschenswert, eine geschlossene Wärmekammer zu haben.
Nylon-Kunststoffe sind Hochtemperatur-Filamente und erfordern ein Ganzmetall-Heißende, da die Drucktemperaturen 240-260 °C und mehr betragen können. In Bezug auf den Preis sind sie aus teuren Kunststoffen hergestellt.
ePA-GF ESUN
Dieses Material besteht aus Nylon mit zugesetzten Glasfasern. Im Vergleich zu herkömmlichem Nylon weist ePA-GF eine deutlich verbesserte mechanische Festigkeit, Steifigkeit, Beständigkeit gegen plastische Verformung und Hitzebeständigkeit auf.
Erhöhte Ermüdungsfestigkeit (Eigenschaft des Materials, unter dem Einfluss wechselnder Arbeitsbelastungen im Laufe der Zeit nicht zusammenzubrechen).


ASA
Copolymer aus Acrylether, Styrol und Acrylnitril
ASA (Acrylo-Nitril-Styrol-Acrylat) ist ein Analogon von ABS, das über eine erhöhte UV- und Witterungsbeständigkeit verfügt, so dass ASA-Produkte auch unter schwierigsten Bedingungen im Freien nicht vergilben. Darüber hinaus ist dieser Kunststoff praktisch unempfindlich gegenüber Schmiermitteln, verdünnten Säuren und Dieselkraftstoff. Zu den Vorteilen des ASA-Kunststoffs gehören seine feuchtigkeitsbeständigen und wasserabweisenden Eigenschaften. Er widersteht kurzzeitiger Erwärmung bis zu 100-110 °С. Interessant ist, dass das ASA-Granulat ein transparentes Material enthält, und die Transparenz ist höher als die des SAN-Kunststoffs. Jedoch in Form eines Fadens von einer stumpfen milchigen Farbe.

Hauptanwendungsgebiete sind der Automobilbau, verschiedene Arten von Hobbymodellen, technische Details von im Freien verwendeten Geräten, kleine Formen der Landschaftsgestaltung, Außenwerbung.
Lässt sich mit Aceton auflösen. Einem bekannten Blogger in engen Kreisen zufolge würde er, wenn es nach seinem Willen ginge, ohne zu schauen von seinem geliebten ABS auf ASA umsteigen. Aber offenbar geht der Preis nicht auf. Möglicherweise ASA, ein zu Unrecht vernachlässigtes Filament.
Tabelle 115-125 ° C. Nozzle – 245-265 ° C. Wir empfehlen: All-Metall-Wärmesperre, Passiv. Wärmekammer. Geschwindigkeit 30-40mm / sec
Polycarbonat
Eine Gruppe von Thermoplasten, Polyestern aus Kohlensäure und zweiwertigen Alkoholen der allgemeinen Formel n. Aromatische Polycarbonate sind von größter industrieller Bedeutung, vor allem Polycarbonat auf Basis von Bisphenol A, das durch Kondensation von Phenol und Aceton synthetisiert wird.
Dank der Kombination hoher mechanischer und optischer Eigenschaften wird der monolithische Kunststoff auch als Material für die Herstellung von Linsen, CDs, Scheinwerfern, Brillen und Beleuchtungsprodukten verwendet. Es ist weithin bekannt als “zelluläres Polycarbonat”-Plattenprodukt.

PolyMax PC
Speziell entwickeltes Hightech-Material von PolyMaker. Das Filament ist ideal, um die härtesten technischen Herausforderungen zu meistern. PolyMax PC ist unübertroffen im Druck und erfordert maximale Festigkeit und Haltbarkeit.

PolyMax PC wurde mit der Polymaker Nano-Verstärkungstechnologie entwickelt, um eine maximale Druckqualität und außergewöhnliche mechanische Eigenschaften des Endprodukts zu gewährleisten. Es ist in der Tat einer der stärksten Kunststoffe, dessen Biegefestigkeit mit der von CoPa vergleichbar ist.

Im Vergleich zu PolyLite hat PolyMax PC eine unvergleichlich höhere Zähigkeit 25,1 ± 1,9 kJ / m 2 gegenüber 3,4 ± 0,1 kJ / m 2 .
PolyMax PC weist die beste Schlagzähigkeit auf, und die daraus hergestellten Produkte zeichnen sich durch eine unglaubliche Festigkeit und Haltbarkeit in Verbindung mit einer hohen Temperaturbeständigkeit aus. Die Verwendung dieses Filaments ermöglicht eine hohe Druckqualität und das fertige Produkt hat eine glatte, leicht glänzende Oberfläche.
Nahezu geruchlos. Feuerfest, leicht und wirtschaftlich im Betrieb. Die optimale Filamentleistung sorgt dafür, dass der Extruder praktisch nicht verstopft und Artefakte beim Druck minimiert werden.
Es wird empfohlen, in einem Drucker mit einer geschlossenen Druckkammer mit einem heißen Tisch zu drucken.
Spezifikationen
| Schlagzähigkeit | 25.1 ± 1.9 kJ / m2 |
| Gewindedichte | 1.18 – 1.20 (g / cm3 @ 21.5˚C) |
| Bruchdehnung | 12.2 ± 1.4% |
| Biegemodul | 2044 ± 55 MPa |
| Zugelastizitätsmodul | 1879 ± 109 Mpa |
| Zugfestigkeit | 59.7 ± 1.8 MPa |
| Biegefestigkeit | 94.1 ± 0.9 MPa |
| Elastizitätsmodul | 2048 ± 66 MPa |
| Schmelzindex | 6-8 g / 10 min (260 ℃ 1.2 kg) |
| Glasübergangstemperatur | 113 ˚C |
| Erweichungspunkt | 117 ˚C |
Die empfohlene Temperatur für die Beheizung der Plattform beträgt 90 – 105˚C. Düsentemperatur 250 – 270˚C. Empfohlene Druckgeschwindigkeit 30 – 50 mm / s
PC-Kunststoff Raise3D Premium
PC Raise3D Premium – Polycarbonat, einer der fortschrittlichsten industriellen Thermoplaste, entwickelt für den Druck von sehr haltbaren und verschleißfesten Modellen. Dieser Kunststoff zeichnet sich durch hohe Temperaturbeständigkeit, Schlagfestigkeit und Steifigkeit aus. Er wird hauptsächlich für die Herstellung von Modellen für die späteren Phasen der Funktionsprüfung oder für die Produktion von Fertigteilen wie Komponenten für Elektrogeräte, elektrische Baugruppen, Schutzhelme usw. verwendet. Die hohe Temperaturbeständigkeit (bis zu 110 °C) macht den PC von Raise3D Premium zu einer idealen Alternative zu Metallen (z. B. für die Platzierung von Teilen unter der Motorhaube des Autos).

Die Druckanlage muss über eine geschlossene Wärmekammer und einen Hochtemperaturextruder mit einer Ganzmetall-Wärmesperre verfügen.
Spezifikationen
| Bruchdehnung | 12.2 ± 1.4% |
| Schlagzähigkeit | 25.1 ± 1.9 kJ / sq. m. (Charpy) |
| Fadendichte | 1.18 – 1.20 (g / cm3 at 21.5˚C) |
| Biegemodul | 2044 ± 55 MPa |
| Zugfestigkeit | 59.7 ± 1.8 MPa (for XY), 29.1 ± 4.1 (for Z) |
| Biegefestigkeit | 94.1 ± 0.9 MPa |
| Elastizitätsmodul | 2048 ± 66 MPa (Jung) |
| Schmelzindex | 6 – 8 g / 10 min (at 260 C, 1.2 kg) |
| Glasübergangstemperatur | 113 ℃ |
| Dichte | 1.19-1.20 g / cm. cub. (at 21.5 ˚C) |
| Erweichungspunkt | 117 ℃ (according to Vika) |
| Umgebungstemperatur | 70-80 ˚C |
Arbeitstischtemperatur 80-105˚C. Empfohlene Düsentemperatur 250-270˚C Empfohlene Druckgeschwindigkeit 60 mm / sec.
Carbon ePA-CF

Es gehört zur Gruppe der technischen Hochtemperaturkunststoffe.
Umweltfreundliches Produkt auf der Basis von Nylon mit 20 % Kohlenstofffasern. Der Zusatz von Kohlenstofffasern verringert die UV-Schäden an der Nylonunterlage.
Das Modell verfügt über eine glatte Oberfläche und einen matten Effekt. Beim Bedrucken werden keine unangenehmen Gerüche freigesetzt. Besitzt eine hohe Festigkeit, Steifigkeit und Verschleißfestigkeit. Geeignet für den 3D-Druck von industriellen Teilen, die im Endprodukt verwendet werden.
Gedruckte Modelle können Hitze bis zu 160 ℃ standhalten.
Im Vergleich zu Nylon, hat das Material ein geringeres Verhältnis von Kompression, Schrumpfung und, als Ergebnis, bietet eine höhere Genauigkeit. Filament ist nicht brennbar, Flamme Widerstand, entspricht der Ebene: UL94-V2.
Beim Drucken mit Carbon empfiehlt es sich, Düsen aus rostfreiem Stahl zu verwenden, die einen geringeren Verschleiß aufweisen als Düsen aus Bronze oder Messing.
Für den Druck wird ein Drucker mit einer geschlossenen Kammer und einem beheizten Tisch empfohlen.
Spezifikationen
| Bruchdehnung | 26% |
| Zugfestigkeit | 85 Mpa |
| Biegefestigkeit | 122 Mpa |
| Elastizitätsmodul | 5160 Mpa |
| Schlagzähigkeit nach Izod | 15.5 kJ / m2 |
| Schmelzindex | 6 g / 10 min (250 ° C / 5 kg) |
| Dichte | 1.24 g / cm3 |
| Erweichungspunkt | 120 ° C |
Schmelztemperatur 240 – 260 ° С
Empfohlene Heizkissen Temperatur 80 – 90 ° C

EPA-GF Kunststoff druckt hervorragend – das Fehlen geometrischer Verzerrungen und die gute Oberflächenqualität geben dem Modell das Aussehen eines Qualitätsprodukts. Die enthaltene Glasfaser reduziert den Prozentsatz der Schrumpfung im Vergleich zu reinem Nylon, so dass beim Drucken von großen Modellen, die Wahrscheinlichkeit von Schrumpfung und Verzug ist viel weniger. Die thermische Verformung beträgt 120 ℃. Diese Art von Kunststoff ist ideal für die Herstellung von Zahnrädern, Lagern, Flugzeugkotflügeln, Pumpen, Fahrrad- und Autoteilen und anderen funktionellen und hitzebeständigen Kunststoffteilen für die Luft- und Raumfahrt, die Automobilindustrie, den Maschinenbau und die chemische Industrie.
Spezifikationen
| Zugfestigkeit | 101 MPa |
| Biegefestigkeit | 160 MPa |
| Elastizitätsmodul | 4300 MPa |
| Schlagzähigkeit nach Izod | 8 kJ / m2 |
| Die Schmelztemperatur | 240 – 260 ℃ |
| Schmelzindex | 7 g / 10 min (250 ℃ / 5 kg) |
| Dichte | 1.35 g / cm3 |
| Erweichungspunkt | 120 ° C |
Empfohlene Tischtemperatur 80-90 ℃
SBS
(Styrol-Butadien-Styrol)
SBS-Kunststoffe sind ein weiteres relativ neues thermoplastisches Material auf dem Markt für 3D-Druckfilamente. Es handelt sich um ein mäßig elastisches, sicheres Material mit ausgezeichneter Zwischenschichthaftung, insbesondere nach der Verarbeitung in Limonen [11] oder Lösungsmittel [12]. Die aus diesem Material hergestellten Teile sind flexibel, elastisch und brechen nicht. Es ist in einer reichhaltigen, lebendigen und reichen Farbpalette erhältlich.
* [11] – Limonen-D – 1-Methyl-4-isopropenylcyclohexen-1, ein Kohlenwasserstoff aus der Gruppe der Terpene. Lösungsmittel für eine Reihe von Kunststoffen. Es existiert in Form von zwei optisch aktiven Formen – Enantiomeren und als racemisches Gemisch. Es ist in vielen ätherischen Ölen (in ätherischen Ölen von Zitrusfrüchten bis zu 90% D-Limonen) und in Terpentin (4-6% Dipenten in Terpentin aus Pinus silvestris) enthalten.
[12] – Lösungsmittel ist ein Gemisch aus leichten Kohlenwasserstoffen, das aus Erdöl- oder Kohlerohstoffen freigesetzt wird, eine brennbare Flüssigkeit. Es ist ein Gemisch aus aromatischen Kohlenwasserstoffen mit einem geringen Anteil an Naphthenen, Paraffinen und ungesättigten zyklischen Kohlenwasserstoffen. Es wird zum Lösen von Ölen, Bitumen, Kautschuk, Harnstoff- und Melaminformaldehydoligomeren, Terephthalsäurepolyestern, Erdölharzen, Polyesteramiden und Polyetherimiden, Melaminalkydfarben und -lacken sowie im Druckverfahren verwendet.
Leicht zu verarbeiten und zu lackieren. Es zeichnet sich durch eine geringe Toxizität und Schrumpfung sowie eine hohe Festigkeit aus. SBS ist für den Menschen unbedenklich und wasserneutral, so dass es für die Herstellung von Geschirr geeignet ist.

Beim Drucken ist die geringe Zwischenschichthaftung zu beachten, die zu Schichtsprüngen und Delamination führen kann. Die relativ hohen Extrusions- und Plattformheiztemperaturen für Kunststoffe der “populären” Gruppe führen zu einigen Einschränkungen bei der praktischen Anwendung dieses Filaments. Bei einigen Druckern führt das Experimentieren mit Temperaturen um 250 °C dazu, dass das heiße Ende repariert und der Tisch neu kalibriert werden muss.
Darüber hinaus erfordert die “Elastizität” des Garns einen direkten Vorschub und eine hohe Durchlässigkeit des Filamentwegs ohne übermäßige Reibung und Biegung. Andernfalls ist die Wahrscheinlichkeit groß, dass es zu Überlappungen, Knicken und einem Abrutschen des Stabs in den freien Raum des Extruders kommt, was einen Druckstopp zur Folge hat. Sie sollten den Rückzug auf ein Minimum beschränken oder ihn ganz ausschalten, wenn die Geometrie des Modells dies zulässt. Erfahrene Anwender empfehlen, die Schichtdicke auf die Hälfte des Düsendurchmessers einzustellen. Wird sie verringert, treten an den Außenwänden Unebenheiten auf; wird sie erhöht, werden die Schichten möglicherweise nicht gesintert.
Die Haftung auf dem Tisch ist mittelmäßig, so dass es sich lohnt, zusätzliche Mittel zur Befestigung der ersten Schichten auf der Arbeitsfläche der Bauplattform zu verwenden.

Zu den besonderen Merkmalen von SBS-Kunststoffen gehören Festigkeit, Dehnbarkeit und Wärmebeständigkeit. Außerdem ist der Elastizitätsmodul viel niedriger als der von ABS, so dass die fertigen Produkte flexibler sind.
Spezifikationen
| Die Schmelztemperatur | 190-210 ° C |
| Erweichungspunkt | 76 ° C |
| Betriebstemperatur | -80 + 65 ° C |
| Härte (Rockwell) | R118 |
| Bruchdehnung | 250% |
| Biegefestigkeit | 36 MPa |
| Bruchdehnung | > 260%. |
| Bruchfestigkeit | 34 MPa |
| Zugelastischer Modul | 1.35 GPa |
| Biegemodul | 1.45 GPa |
| Glasübergangstemperatur | 95 ° C |
| Dichte | 1.01 g / cm³ |
| Druckgenauigkeit | ± 0.4% |
| Schrumpfung bei der Herstellung von Produkten | 0.2 |
| Feuchtigkeitsaufnahme | 0.07% |
Druckoptionen. Düsendurchmesser 0,3-0,8 mm. Extrusionstemperatur 220-240 ° C. Tabelle Temperatur 70-90 ° C. Empfohlene Luftstrom – 20%
SBS-glass (Glass)
(Styrol-Butadien-Copolymer)
Modifikation des Basis-SBS-Thermoplasts. Der Hauptvorteil von SBS-Glasfilamenten ist ihre Transparenz – etwa 93 % Lichtdurchlässigkeit. Nach der Behandlung mit Lösungsmittel oder Limonen, nehmen sie die Form von Buntglas.

Besonders interessante Produkte erhält man beim Druck in den Modi “Vase”, “Spirale”. Die höchste Modelltransparenz nach der chemischen Behandlung wird bei Modellen mit einer größeren Schichthöhe beobachtet; bei einer Düse von 1,5 mm ist beispielsweise eine Schichtdicke von 0,35 mm ausreichend. Wenn keine Düse mit dem erforderlichen Durchmesser vorhanden ist, kann die Breite der Extrusion durch Erhöhung des Durchflusskoeffizienten (Durchfluss, Extrusionsmultiplikator) vergrößert werden; eventuell ist eine dicke Wand erforderlich, um eine Glasflasche zu simulieren.
Für einen zuverlässigen Druck empfiehlt es sich, einen kleinen Rückzugswert einzustellen: für einen Direktextruder 0,5 mm, für Bowden nicht mehr als 1 mm. Der Luftstrom ist minimal. Es gibt ein hohes Maß an Haftung auf sauberem Glas bei Temperaturen von 50-80 ° C.

Die Modelle werden chemisch mit einem Lösungsmittel (Nefras-A), Xylol oder D-Limonen behandelt. Produkte mit einer Wandstärke von 1 mm oder mehr können durch Eintauchen in ein Lösungsmittel verarbeitet werden. Unmittelbar nach dem Kontakt des Lösungsmittels mit dem Material muss mit dem Trocknen des Modells mit einem Haushalts- oder Bauhaartrockner begonnen werden.
Das Ergebnis einer solchen Verarbeitung sind Produkte, die Glasbehältern sehr ähnlich sehen, aber gleichzeitig stark, widerstandsfähig und völlig sicher sind.
Spezifikationen
| Biegemodul | 1.5 GPa |
| Schrumpfung | 0.2-1.1% |
| Hygroskopizität | extrem niedrig – 0,06% |
Empfohlene Druckeinstellungen. Düse 225-240 ° C. Tabelle 50-80 ° C. Druckgeschwindigkeit bis zu 100 mm / s
PEEK
( Polyetheretherketon )
Ein moderner teilkristalliner Werkstoff, der eine einzigartige Kombination aus mechanischer, chemischer und thermischer Beständigkeit bietet. PEEK-Teile können mit Röntgen- und Gammastrahlen bestrahlt werden. Die Unschmelzbarkeit dieses Filaments macht es unmöglich, es mit den meisten 3D-Druckern für Verbraucher zu drucken.

Sehr haltbarer und hochtemperaturbeständiger Kunststoff. Wird wegen der hohen Anforderungen an die Temperaturen der Düse und des Druckertisches praktisch nicht im Haushaltsdruck verwendet. Erfordert eine Wärmekammer, vorzugsweise aktiv. Die interlaminare Haftung ist gut, aber die Haftung auf der Bauplattform ist schlecht, so dass zusätzliche Maßnahmen zur Fixierung der ersten Schichten erforderlich sind.
Es wird für den Druck von Funktionsprototypen von Produkten verwendet, die hohen physikalischen und mechanischen Belastungen ausgesetzt sind und bei hohen Temperaturen arbeiten. Aufgrund seiner einzigartigen Eigenschaften hat es den gleichen einzigartigen Preis – ein sehr teures Filament.
ePEEK Pro Esun
Hitzebeständiges teilkristallines Polymer mit hervorragenden mechanischen und chemischen Eigenschaften. Es behält eine hohe Verschleißfestigkeit bei Temperaturen bis zu 250 ° С, hat ein hohes Maß an Feuerbeständigkeit und kann kurzzeitig einer Erwärmung bis zu 315 ° С standhalten. ePEEK ist ein feuerfester Werkstoff mit einem Schmelzpunkt von 152 ° C.


Das Material ist beständig gegen chemische Angriffe, erhöhte Strahlung und Hydrolyse. Zeichnet sich durch hohe Festigkeit und Ermüdungsfestigkeit bei Wechselbeanspruchung aus, vergleichbar mit legierten Werkstoffen. Hohe Zwischenschichthaftung und Viskosität sowie Festigkeit, Steifigkeit und niedriger Reibungskoeffizient ermöglichen den Einsatz des Kunststoffs für die Herstellung von Funktionsteilen in verschiedenen Industriebereichen.
ePEEK gilt als einer der leistungsfähigsten technischen Thermoplaste und findet breite Anwendung in der Luft- und Raumfahrt, im Militär, in der Öl- und Gasindustrie, im Automobil- und Maschinenbau, in der Kernkraft, in der Medizintechnik, in elektronischen Halbleitern und vielen anderen Bereichen.
Spezifikationen
| Zugelastischer Modul | 3500 Mpa |
| Zugfestigkeit | 100 Mpa |
| Biegefestigkeit | 170 Mpa |
| Elastizitätsmodul | 3500 MPa |
| Schlagzähigkeit nach Izod | 7 kJ / m2 |
| Die Schmelztemperatur | 380 – 410 ° C |
| Schmelzindex | 10 (380 ° C / 5kg) |
| Dichte | 1.3 g / cm, cube |
| Mindestwanddicke | 1 mm |
| Druckgenauigkeit | ± 3% |
| Schrumpfung bei der Herstellung von Produkten | one% |
| Feuchtigkeitsaufnahme | 0.4% |
| Erweichungspunkt | 152 ° C |
Druckparameter: Extrusionstemperatur 360-410 ° C. Tischtemperatur 120-180 ° C. Airflow ist unerwünscht.
Basic, elastisch
Polyurethane sind unterschiedlich. Einige können sehr weich sein, ähnlich wie Silikon, während andere sehr hart sind – ähnlich wie SBS.
Was ist das Interessante an thermoplastischen Polyurethanen? Sie sind Elastomere mit hervorragender Zwischenschichthaftung, Witterungsbeständigkeit und hoher Verschleißfestigkeit. Typische Elastomere sind verschiedene Gummis und Kautschuke.

Das Drucken mit beliebigen “gummiartigen” elastischen Filamenten erfordert jedoch eine Änderung der Grundausstattung oder den Einsatz von Spezialgeräten. Zumindest einen hochwertigen, angepassten Direktextruder.
Es sollte klar sein, dass Materialien mit einem hohen Dehnungskoeffizienten bei mechanischen Bewegungen schwer zu kontrollieren sind. Aufgrund ihrer Anfälligkeit für Belastungen ist es schwierig, ein solches Filament fest gegen das Antriebsrad zu drücken und gleichzeitig ein Abrutschen oder Beißen zu vermeiden, d. h. die Anpresskraft der freien Quetschwalze ist begrenzt.
Außerdem ist ein kompromissloser Filamentweg vom Antriebs- und Druckrad bis zur heißen Zone des Heißen Endes erforderlich, da der “Gummifaden” bei jeder günstigen Gelegenheit versucht, in jeden freien Raum oder jedes Loch zu schlüpfen. Viele spezialisierte flexible Drucksysteme verwenden einen Extruder mit zwei synchronisierten Antriebszahnrädern, um das Flex-Filament sicher zu bewegen.
Often TPE, TPU and other filaments with similar physico-chemical characteristics are defined by manufacturers under the Flexible group.
TPE
(Thermoplastische Polyester-Elastomere)
Thermoplastische Elastomere (TPE) sind Rohmaterialien. TPE ist keine einzelne Einheit, wie Silikon, sondern besteht aus einer ganzen Gruppe von Polymeren. TPE muss nicht vulkanisiert werden, hat eine geringe Dichte (fühlt sich weich an), ist elastisch, dehnbar und hat eine hohe Zugfestigkeit.

Beständig gegen Verformung und verschiedene Umwelteinflüsse (Temperatur und Feuchtigkeit). Allerdings geht die elastische Verformung von TPE relativ schnell in eine irreversible Verformung über, und TPU verformt sich vollständig zurück.
eLastik-Kunststoff ESUN
ESUN eLastic ist ein flexibles, starkes, elastisches Material, das dem Silikon ähnlich ist. Die TPE-Struktur gewährleistet eine hohe Elastizität des Endprodukts. Das Material ist beständig gegen niedrige Temperaturen.


Geeignet zum Bedrucken von flexiblen und weichen Gegenständen. Verwendet für die Herstellung von Alltagsgegenständen, Schuhe, Abdeckungen, Knöpfe, Masken, Dekor, etc.
Es ist besser, mit niedrigen Geschwindigkeiten zu drucken, etwa 15-30 mm / s, so dass die Stange nicht durch den Vorschubmechanismus “gekaut” wird. Empfohlen für Drucker mit direktem Vorschub. Der Druck auf dem kalten Tisch ist möglich.
Spezifikationen
| Bruchdehnung | 420% |
| Bruchdehnung | 32 MPa |
| Die Schmelztemperatur | 210 – 230 ° C |
| Dichte | 1.14 g / cm3 |
TPU
(Urethan-TPE)
TPU ist ein modernes Hochtemperaturmaterial aus einer Gruppe von Polymeren, dem thermoplastischen Polyurethan. Ein Material, das die Festigkeit von Kunststoff und die Flexibilität von Silikon vereint, hergestellt auf der Basis von Polyestern – Urethanbindungen verbinden organische Elemente. Die Elastizität von Druckerzeugnissen ist die Haupteigenschaft, die die Verwendung dieses Kunststoffs bestimmt.
eTPU-95A Esun
Elastischer Kunststoff mit einem hohen Elastizitätskoeffizienten, der die Verformungsgeschwindigkeit des Materials deutlich verringert. Er hat eine hohe Feuchtigkeits- und Hydrolysebeständigkeit, so dass die daraus hergestellten Produkte gefahrlos dem Wasser ausgesetzt werden können.

Das eTPU-95A von Esun zeichnet sich durch hohe Festigkeit, Haltbarkeit und UV-Beständigkeit aus und eignet sich daher für Funktionsmodelle. Darüber hinaus ist der Kunststoff hochtransparent. Die fertigen Produkte haben eine angenehm anzufühlende Oberfläche.

Zu den Hauptanwendungsbereichen gehören die Herstellung von Automobilteilen, Haushaltsgeräten, medizinischen Produkten, Sohlen, Smartphone-Hüllen, Armbändern und anderen Produkten, die eine hohe Flexibilität und Festigkeit erfordern.
Spezifikationen
| Die Schmelztemperatur | 210 – 240 ° C |
| Schmelzindex | 8.4 g / 10 min (190 ° C / 2.16 kg) |
| Dichte | 1.43 g / cm3 |
| Empfohlene Heizkissen-Temperatur | 0 ° C |
Die eTPU-95A ist mit fast allen 3D-Druckern kompatibel, da sie keinen beheizten Tisch benötigt. Der Preis liegt über dem Durchschnitt.
Tochtergesellschaft
Der Hauptzweck dieser Filamente ist die Unterstützung. Ihre physikalischen und chemischen Eigenschaften sowie die Temperaturbedingungen beim Druck unterscheiden sich vom Grundmaterial des Produkts, so dass sich die “Spreu vom Weizen” nach der Fertigstellung entweder mechanisch oder chemisch leicht trennen lässt. Mit anderen Worten: Nach dem Druck können diese Filamente in verschiedenen Flüssigkeiten aufgelöst werden.

Eine weitere Rolle von Hilfsmaterialien ist in letzter Zeit die Herstellung von Modellen von Objekten, die in Zukunft aus einem anderen Material durch Gießen hergestellt werden müssen. Die Rede ist von Ausbrenn- oder besser gesagt Wachsausschmelzfäden für den 3D-Druck. Sie werden in der Regel auf der Basis von Wachs oder anderen Niedrigtemperaturzutaten hergestellt.

Und ein völlig ungewohnter Zweck von Hilfsfilamenten war die technische Aufgabe der Reinigung und Säuberung der heißen Zonen der Extruder und des Filamentweges. Die alte Methode mit dem Erhitzen des Filaments im heißen Bereich des Extruders, seiner anschließenden Abkühlung und dem abrupten Herausziehen aus dem Extruder mitsamt Schmutz und Pfropfen wurde von Experten als barbarisch erkannt. Im Gegenzug haben sie sich eine andere ausgedacht. Über ihn siehe unten.
Löslich (Löslich)
HIPS
(Hochschlagfestes Polystyrol, hochschlagfestes Polystyrol)
Hochschlagfestes Polystyrol (HPS) – ein Copolymer aus Styrol und Butadienkautschuk – wird in der Industrie häufig für die Herstellung von Gehäusen für elektronische Geräte, verschiedene Haushaltsprodukte, Baumaterialien, Einweggeschirr, Spielzeug, medizinische Instrumente usw. verwendet.
Seit seiner weiten Verbreitung in den frühen 1950er Jahren ist dieser Kunststoff aufgrund seiner geringen Kosten und seiner vielfältigen Kombinationsmöglichkeiten mit anderen Kunststoffen und Elastomeren zu einem der beliebtesten Polymere der Welt geworden.
Es wird allgemein angenommen, dass Polystyrol erst seit kurzem im 3D-Druck eingesetzt wird, was jedoch nicht stimmt, da eines der beliebtesten Copolymere von Polystyrol der Kunststoff ABS ist.
HIPS gehört zur Kategorie der thermoplastischen Polymere. Bei seiner Herstellung wird dem Hauptrohstoff auf Polystyrolbasis Polybutadien zugesetzt, wodurch das Filament die Elastizität von Gummi mit hohen Festigkeitseigenschaften erlangt.

HIPS ist ein undurchsichtiges, hartes, schlagfestes, frostsicheres und temperaturbeständiges Material. Es löst sich in Limonen auf, einem natürlichen Lösungsmittel, das aus Zitrusfrüchten gewonnen wird, und kann daher zur Herstellung von Stützstrukturen verwendet werden, die nicht mechanisch entfernt werden müssen.
Der Vorteil von HIPS gegenüber ABS-Kunststoff liegt in seinen hervorragenden elektrischen Isolationseigenschaften, während HIPS in Bezug auf Schlagfestigkeit und Steifigkeit sehr ähnliche Eigenschaften wie ABS aufweist. HIPS lässt sich wie ABS sehr gut bedrucken, allerdings muss die Schrumpfung berücksichtigt werden.
Produkte aus HIPS können geschliffen, grundiert und in jeder Farbe lackiert werden. Trotz einiger Ähnlichkeiten mit den Eigenschaften von ABS unterscheidet sich HIPS jedoch deutlich von diesem.
Im Vergleich zu PVA als Trägermaterial ist HIPS billiger und reagiert nicht auf Feuchtigkeit und Wasser. Bei der Verwendung mit ABS sollte man sich vergewissern, dass der Hersteller des letzteren nicht zu viel Polystyrol zu seiner Zusammensetzung hinzugefügt hat (der Schmelzpunkt eines solchen unreinen ABS ist niedriger), sonst löst sich das Teil zusammen mit den Trägern in Limonen auf.

HIPS kann eine geringe Menge an Reststyrolmonomer enthalten. Styrol ist hochgiftig und kann als Dampf freigesetzt werden, wenn das HIPS erhitzt wird. Wir empfehlen, dass Sie in einem gut belüfteten Bereich drucken.
HIPS-Produkte haben einen breiten Betriebstemperaturbereich von -40 bis + 70 ° С. Das Drucken mit HIPS-Material ist dem Drucken mit ABS-Kunststoff sehr ähnlich.
HIPS-Spezifikationen *
| Extrusionstemperatur | 230-240 ° C |
| Biegefestigkeit | 33 Mpa |
| Zugfestigkeit | 62 Mpa |
| Biegemodul | 2280 MPa |
| Dehnung bei Bruch | 65% |
| Schrumpfung beim Abkühlen | 0.8% |
| Dichte des Materials | Etwa 1,05 g/cm³ |
Düsentemperatur 220-240 ° C. Die Arbeitstischtemperatur beträgt etwa 80-100 ° C.
* Tatsächliche Spezifikationen können je nach Hersteller variieren
PVA
(Polyvinylalkohol, Polyvinylalkohol)
Unter der Abkürzung PVA (PVA) verbergen sich zwei Arten von Materialien: Polyvinylacetat (PolyvinylAcetate, PVAc) und Polyvinylalkohol (PolyvinylAlcohol, PVAl). Der chemischen Formel nach sind sie sich recht ähnlich, nur gibt es im Polyvinylalkohol keine Acetatgruppen, und ihre Eigenschaften stimmen auch überein – in vielerlei Hinsicht, aber nicht in allen. Leider führen die Verkäufer PVA oft einfach auf, ohne eine Unterscheidung zu treffen.
PVA wird aus verschiedenen Rohstoffen hergestellt, u. a. aus Ethylengas (das bei der Reifung einiger Obst- und Gemüsesorten freigesetzt wird), Ethylalkohol (demselben Trinkalkohol) und Erdölprodukten, ist aber in jedem Fall in seiner fertigen Form ungiftig und nicht gesundheitsgefährdend.
Polyvinylalkohol PVAl benötigt eine Betriebstemperatur von etwa 180-200 °C, deren weitere Erhöhung unerwünscht ist – es kann zu Pyrolyse (thermische Zersetzung) kommen. Darüber hinaus ist das Material sehr hygroskopisch, es nimmt aktiv Feuchtigkeit aus der Luft auf, was zu Problemen bei der Lagerung und beim Drucken führt, insbesondere wenn der Filamentdurchmesser 1,75 mm beträgt.
Es wird empfohlen, PVA-Kunststoff in einer vakuumtrockenen Verpackung zu lagern und gegebenenfalls vor der Verwendung zu trocknen. Normalerweise benötigen Standardspulen 6-8 Stunden zum Trocknen bei 60-80 °C. Eine Überschreitung der Trocknungstemperatur führt zum Abbau des Kunststoffs.

Bei niedriger Luftfeuchtigkeit hat Kunststoff eine hohe Zugfestigkeit. Mit steigender Luftfeuchtigkeit nimmt die Festigkeit ab, die Elastizität jedoch zu. Die Extrusionstemperatur beträgt 160-175 °C. Eine Erhöhung der Drucktemperatur ist nicht erwünscht.
Allgemeine Eigenschaften des Materials: biologisch abbaubar, löslich in Wasser bei Raumtemperatur, ungiftig, verursacht keine Hautreizungen. PVA, wenn es als Träger gedruckt wird, ist mit vielen Filamenten kompatibel, während es sich leicht vom Grundmaterial trennt, wenn es abkühlt, und das Erhitzen von Wasser auf 60 ° C wird seine Auflösung erheblich beschleunigen.
Empfohlene Drucktemperatur 170-190 ° C
Physikalische und mechanische Eigenschaften von PVA-Kunststoff:
| Dichte, g / cm3 | 1.25 – 1.36 |
| Schmelzpunkt, ° С | 190 – 200 |
| Pourpoint, ° С | 45 – 55 |
| Spezifische Wärme, J / K | 0,4 |
| Viskosität, mPa | 22.0 – 30.0 |
| Grad der Polymerisation | 1680 – 1880 |
| Molekulare Masse | 73900 – 82700 |
ePVA +
Verbesserter PVA-Kunststoff entwickelt von eSun.
ePVA + hat ähnliche Eigenschaften wie PVA und bietet mehrere Vorteile. Dieses Material löst sich doppelt so schnell wie PVA in Wasser auf. ePVA + ist weniger anfällig für Hygroskopizität und bietet daher einen stabileren Druck.

Leider sind die Kosten dafür sehr hoch. Aber wenn es vernünftig angewendet wird, ist das Material einfach unersetzlich, um flache überhängende Flächen zu erhalten.
Spezifikationen:
| Dichte des Materials | 1.14 g / cm3 |
| Zugfestigkeit | 26 MPa |
| Dehnung bei Bruch | 190% |
Druckparameter: Düsentemperaturbereich 190-210° C Tischtemperatur 60-80° C
Gießbar
PolyCast
Das Unternehmen PolyMaker ist bei Amateuren und Profis des 3D-FDM-Drucks für seine hochwertigen Harze und Kunststoffe weithin bekannt.
PolyCast ist ein Hightech-3D-Druckmaterial mit sehr niedrigem Aschegehalt. Es ist ideal für das Bewusstsein von Urmodellen und vereinfacht den Gießprozess erheblich. Bei der Herstellung des Filaments werden Layer-Free-Technologien verwendet, die es Ihnen ermöglichen, die Oberfläche des gedruckten Modells glatt zu machen, ohne Rauheit, für die Ethylalkoholdämpfe verwendet werden.

Das Filament ist sehr praktisch und kann mit praktisch jedem 3D-Drucker gedruckt werden, der eine Düsentemperatur von 190˚C – 220˚C aufrechterhält.

PolyCast nimmt keine Feuchtigkeit auf und hat einen sehr geringen Aschegehalt, d.h. nach dem Ausbrennen des Kunststoffs bleibt praktisch keine Asche übrig, was den Abguss hochwertiger Modelle ermöglicht
Nach dem Druck kann das Modell zusätzlich mit Äthylalkoholdampf behandelt werden, um die Schichtung der Oberflächen zu reduzieren. Die Verwendung dieses Filaments ermöglicht es, den Zeit- und Kostenaufwand für das Gießen von Modellen sowohl im Produktionsprozess als auch im Hobbybereich zu reduzieren. Aufgrund seiner technischen Parameter eignet es sich gut für die Herstellung komplexer Formen. Der Kunststoff verträgt eine langfristige Lagerung sehr gut.
Hochwertiges Aufwickeln des Filaments auf der Spule sorgt für einen reibungslosen Einzug in die Presse
Durch den Einsatz der Ash-Free-Technologie bei der Herstellung dieses Garns wird ein einzigartig niedriger Aschegehalt erreicht, d. h. beim Brennen verbrennt das Filament vollkommen gleichmäßig und rückstandsfrei, so dass das fertige Gussmodell frei von Mängeln ist.
Spezifikationen
| Build Tak Pad Oberfläche | Ja |
| Schlagzähigkeit | 9.6 ± 0.9 kJ / m2 |
| Werkstoffart | Gießbar |
| Fadendichte | 1.1 (g / cm3 @ 21.5˚C) |
| Farbe | Natürlich |
| Bruchdehnung | 5.8 ± 0.9% |
| Zugfestigkeit | 37.5 ± 1.7 MPa |
| Biegefestigkeit | 60.2 ± 1.6 MPa |
| Elastizitätsmodul | 1745 ± 151MPa |
| Schmelzindex | 6.6 – 6.7 g / 10 min (260 ℃ 1.2 kg) |
| Glasübergangstemperatur | 70 ˚C |
| Erweichungspunkt | 67 ˚C |
Drucktemperatur 190˚C – 220˚C. Die empfohlene Temperatur für das Aufheizen der Stelle beträgt 25˚C – 70˚C. Empfohlene Druckgeschwindigkeit 40mm / s – 60mm / s
Reinigung
Drucker Reinigung Filament
Im Jahr 2014 führte eSun ein ungewöhnliches Filament ein. Dieser speziell entwickelte Kunststoff auf Nylonbasis soll Kohlenstoffablagerungen, alte Filamentreste und andere Fremdkörper aus der heißen Zone des Extruders und dem Filamentweg entfernen. Die Zusammensetzung des Stabes ist unbekannt, zumindest sagt das Unternehmen nichts darüber. Nur die Dichte des Fadens ist bekannt, die 0,95 g / cm 3 beträgt.

Die Anwendung ist ganz einfach, den Extruder auf 150 – 220 (max – 260C) Grad erhitzen, das Filament einlegen und warten, bis es mit den Resten von Schmutz und gehärtetem Kunststoff durch die Düse austritt.
Das Material wird in einem Strang von 1,75 mm und einem Gewicht von 100 g geliefert
Spezialisiert, dekorativ
Über Dekorfilamente kann man endlos reden. Nimmt man die große Vielfalt der entwickelten, entwickelten und bereits veralteten Thermoplaste mit verschiedenen Arten von Füllstoffen und Klärmitteln und multipliziert sie mit der Anzahl der Hersteller, und dann multipliziert man sie mit der Anzahl der Namen von oft ähnlichen Filamenten, dann kann die Zahl mit drei oder mehr Nullen am Ende herauskommen. Wir werden nicht in der Lage sein, sie alle zu beschreiben, also lassen wir die Möglichkeit verdammter zukünftiger Experimente und konzentrieren uns auf die heute beliebtesten und gefragtesten.
Fluoreszierend oder lumineszierend
Diese Kunststoffe leuchten im Dunkeln. Allerdings müssen sie dazu vorher einige Zeit im Licht stehen – um sich aufzuladen. Zur Freude der Kinder und als Mittel zur Kontrolle und Sicherheit. Schließlich kann man aus ihnen nicht nur lustige Unterhaltungsspielzeuge, Armbänder, “Ohren”, Schlüsselanhänger und “Boomboxen” drucken, sondern auch Katzen- und Hundehalsbänder, Reflektoren, Sperrschilder und andere nützliche Geräte, die einem im Dunkeln den Weg weisen oder vor Zusammenstößen bewahren.

Es ist zu beachten, dass es zwei Arten von “leuchtenden” Glühfäden gibt. Fluoreszierende, die Lichtenergie akkumulieren müssen, um im Dunkeln zu leuchten, und lumineszierende, die ihre Leuchteigenschaften nur unter ultravioletter Strahlung entfalten. Bei letzteren bleibt die Farbskala unter normalen Beleuchtungsbedingungen erhalten, während sie bei ersteren nur in der Dunkelheit erscheint.
LUMIFLEX grün
Gummiähnliche Thermoplaste auf der Basis von Styrol-Butadien-Kautschuk
Dieser von Filamentarno hergestellte Faden enthält einen Leuchtstoff und kann im Dunkeln lange leuchten, nachdem er unter Tages- oder Kunstlicht gestanden hat. Im Licht nähert sich die Farbe des Kunststoffs einem milchig-weißen, weißlichen Farbton. Das Farbschema erscheint nur in der Dunkelheit, nachdem es unter einer UV-Lampe war.

Unterscheidungsmerkmale dieser Serie von Polymeren mit ähnlichen Eigenschaften – es nimmt keine Feuchtigkeit auf und erfordert keine Trocknung vor dem Druck, hat eine ausgezeichnete Zwischenschichthaftung und ist perfekt auf dem Desktop fixiert. Es ist auch erwähnenswert, die Möglichkeit der schnellen Druck (100mm / s und höher), zur Verfügung nach dem Druck der Verarbeitung des Teils mit Lösungsmittel, Xylol oder Limonen mit weiteren Färbung.
Spezifikationen
| Hitzebeständigkeit (min / max) | -80 ° C / + 80 ° C |
| Shore A Härte | 60 |
Empfohlene Druckeinstellungen. Düse 240-255° C. Tabelle 0-60° C. Modellblasen 0-100%. Druckgeschwindigkeit bis zu 160 mm / s. Retract 0-1 mm. Kunststoff-Fluss (Flow) 105-115%. Min. Düsendurchmesser von 0,4 mm. Min. Schichthöhe 0,2 mm
FDplast “Das Schwert der Jedi”
(Polylactid)
FDplast, ein russischer Hersteller von Filamenten für den FDM-Druck, stellte 2016 erstmals den leuchtenden PLA-Kunststoff Jedi Sword vor. Seitdem erfreut sich dieser “leuchtende Kunststoff” vor allem im Vorfeld der Feiertage großer Beliebtheit und ist eines der spektakulärsten Materialien für den 3D-Druck. Er enthält einen Phosphor – ein Pigment, das im Dunkeln für Leuchtkraft sorgt.

Dieser Stab ist ungiftig, nicht radioaktiv und für den Menschen völlig ungefährlich. Seine PLA-Basis gewährleistet einen problemlosen Druck auf gesunden Geräten mit den vom Hersteller empfohlenen Einstellungen.
Spezifikationen
| Dichte | 1.25 g / cm³ |
| Warm. Produkte | 55 ° C |
Empfohlene Druckeinstellungen. Düse 190 – 225° C. Tisch 40° C. Druckgeschwindigkeit 25-40 mm / s.
Texturiert:
Seide, “Holz”, Ton und Keramik, Marmor,
Stein, Sand, Metall
“Holz”
LAYWOO-D 3 (Laywood)
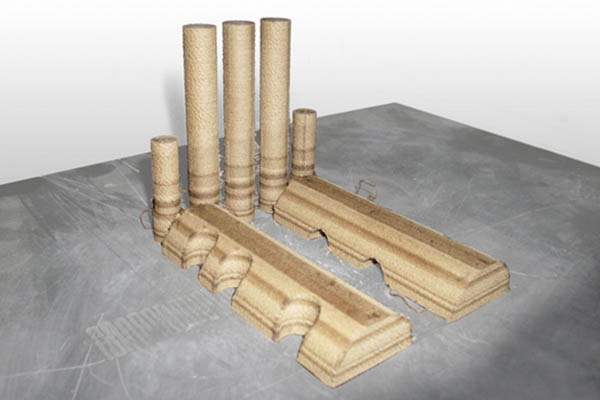
Im Jahr 2012 entwickelte der Erfinder Kai Party ein FDM-Filament, das mit RepRap-3D-Druckern in Holz gedruckt werden kann. Seitdem ist dieser originelle dekorative Kunststoff bei vielen Hobbybastlern sehr gefragt.
Laywood ist ein Holz-Polymer-Verbundwerkstoff (auch WPC genannt), der zu 40 % aus recycelten Holzpartikeln und einem sicheren Harzbindemittel besteht. 3D-gedruckte Objekte sehen erstaunlich realistisch aus – sie haben sogar “Jahresringe”, die auf jedem Holzscheit zu sehen sind.

Das Material hat eine ähnliche thermische Stabilität wie PLA und kann mit Extrusionstemperaturen von 175 °C – 245 °C gedruckt werden. Nach dem Druck sieht das Produkt wie Holz aus und hat sogar einen entsprechenden Geruch – es riecht wie frisches Sägemehl. Und wenn Sie die Temperatur des heißen Endes von Schicht zu Schicht variieren, können Sie den Effekt des Vorhandenseins von Jahresringen in der Textur erzielen. Bei 180° C werden die Schichten beispielsweise heller, bei 245° C dunkler gefärbt.
Leimholz ist ungiftig, so dass die daraus hergestellten Produkte als Souvenirs, Dekorations-, Speise- und Spielartikel verwendet werden können. Auch die Nachbearbeitung der fertigen Modelle ist dieselbe wie bei normalem Holz – sie können gesägt, gebohrt, geschnitten, geschliffen und bemalt werden.
Zusätzlich zu den oben genannten Vorteilen zeichnet sich Laywood durch eine fast vollständige Schrumpfung aus. Um ein Verstopfen des heißen Endes zu vermeiden, ist es jedoch nicht empfehlenswert, kleine Düsendurchmesser zu verwenden – 0,6-0,8 mm oder mehr sind gut geeignet.
Zum Verkleben der Teile können Holzklebstoffe oder für PLA geeignete Compounds verwendet werden.
Grundlegende Stabdicke 3 mm. Es gibt eine Version des 1,75-mm-Standards.
Laywoo-D3 wird von der deutschen Firma RepRap GmbH unter der Lizenz des Erfinders Kai Parthy hergestellt, ähnliche Kunststoffe, aber unter verschiedenen Marken, werden von vielen Firmen auf der ganzen Welt hergestellt und verkauft.
Achtung! Bei Drucktemperaturen über 235-245° C wird empfohlen, nur Extruder mit einer Ganzmetall-Wärmebarriere zu verwenden. Erhöhen Sie die Druckgeschwindigkeit und reduzieren Sie die Anzahl der Rückzüge.
Tabelle 50-60° C oder ohne Heizung. Düse 175-245° C (empfohlener Bereich 185-230° C)
Holz eSun
Alle Eigenschaften wie das vorherige Filament nur von einem bekannten Hersteller.
Die Farbe des Kunststoffs in der Spule ist braun. Geliefert mit Fadendurchmessern von 3 und 1,75 mm.

Spezifikationen
| Dichte, g / cm³ | 0.6-0.8 |
| Verformungstemperatur, ° С | 45 |
| Zugfestigkeit, MPa | 67 |
| Bruchdehnung, % | 4 |
| Biegefestigkeit, MPa | 111 |
| Biegemodul, MPa | 4323 |
| Schlagzähigkeit nach Izod (ISO180), kJ / m2 | 5.9 |
| Schmelzflussindex, g / 10 min | 15 (190 ° C / 2.16 kg) |
Extrusionstemperatur 190-220 ° C. Tabelle Heiztemperatur 0/60 ° С.
Filament Vorschubgeschwindigkeit 30-60 mm / s
“Sand”
Laybrick
Laybrick ist eine weitere Entwicklung von Kai Parthy, dem Schöpfer des hochgelobten Laywoo-D3-Holzverbundsystems.

Es ist ihm gelungen, eine sehr natürliche Sandsteinimitation zu schaffen. Wie Laywoo-D3 ist das Material sehr anspruchslos und erfordert keine hohen Extrusionstemperaturen oder die Erwärmung der Plattform. Die Schrumpfung von Laybrick ist ebenfalls minimal, wodurch Verformungen beim Abkühlen vermieden werden. Als Füllstoff wird gebrochene Kreide verwendet.
Eine interessante Eigenschaft von Laybrick ist die Veränderung der Textur bei unterschiedlichen Drucktemperaturen. Der Temperaturbereich für den Druck kann 45 Grad von 165°C bis 210°C betragen.
Bei niedrigen Temperaturen von 165 °C bis 195 °C werden die Oberflächen des Modells immer glatter, und wenn sie auf die maximal möglichen Werte erhöht werden, werden sie stärker strukturiert und erhalten eine optische Ähnlichkeit mit natürlichem Sandstein. Durch eine schichtweise dynamische Veränderung der Drucktemperaturen lassen sich ungewöhnliche Effekte mit Übergängen von glatten zu rauen Oberflächen erzielen.
Beim Drucken unter hohen Temperaturen wird empfohlen, einen Luftstrom zu verwenden. Laybrick härtet relativ lange aus, so dass Sie das Modell frühestens zwei oder drei Stunden nach dem Druck vom Tisch nehmen können. Die Abkühlungszeit variiert mit der Drucktemperatur.

Laybrick eignet sich hervorragend für kleine skulpturale Formen, Souvenirs, Landschaftsgestaltungen und architektonische Projekte.
Bedruckte Produkte sind leicht zu bearbeiten und zu dekorieren. Die Farbe haftet sehr gut auf diesem Material. Es enthält natürliche Mineralstoffe (Kreide und Copolyester). Laybrick-Produkte sind temperaturbeständig bis zu 70 ° C. Das Material ist ungiftig und nicht gesundheitsgefährdend. Geliefert mit Fadendurchmessern von 3 mm und 1,75 mm.
Wir empfehlen, in Schichten von 0,1 – 0,4 mm zu drucken. Sie brauchen den Tisch nicht zu erhitzen. Düse 165-210 ° C
Achtung! Aufgrund der hohen Zerbrechlichkeit des Gewindes ist beim Umgang mit dem Verbrauchsmaterial Vorsicht geboten.
PRO CERAMO-TEX (weiß)
CERAMO-TEX PRO Serie Kunststoff auf Basis von SAN von Filamentarno! Ist vielleicht eine völlig ungewöhnliche Bar in Bezug auf seine Eigenschaften, die keine Analoga auf dem Markt hat! Die gedruckte Oberfläche aus diesem Polymer hat eine gleichmäßige, stabile, natürliche Textur, die Druckfehler verdeckt. In den meisten Fällen müssen die Ausdrucke von CERAMO-TEX nicht nachbearbeitet werden.

Nimmt während der Lagerung keine Feuchtigkeit auf. Hervorragende Zwischenschichthaftung und minimale Schrumpfung. Leicht zu schleifen. Geeignet für den Druck von Endprodukten, die nicht nachbearbeitet werden müssen, einschließlich großformatiger Produkte.

Beim Drucken bei hohen Temperaturen (240-250C) mit einer reduzierten Kunststoffmenge können Sie Produkte erhalten, die viel leichter als Wasser sind (bis zu 0,55 g / cm3), selbst bei 100%iger Füllung. Diese Eigenschaften der Endprodukte werden dadurch erreicht, dass CERAMO-TEX Kunststoffschäume beim Erhitzen im heißen Ende des Extruders aufschäumen.
Wärmebeständigkeit der CERAMO-TEX-Kunststoffprodukte bis zu 102 ° С
Empfohlene Druckeinstellungen. Nozzle 230-260 ° C. Tabelle 90-110 ° C. Modell Luftstrom 0-20%. Druckgeschwindigkeit bis zu 100 mm / s. Retract: 1-3 mm (direkt); 3-5 mm (Bowden).
Kunststoffzufuhr (Flow) 50-80%. Min. Düsendurchmesser von 0,25 mm. Min. Schichthöhe 0,15 mm Temperaturbeständigkeit (min / max) bis zu + 102 ° С
“Marmor”
Spеtrum Filament ist eine polnische Marke, die 2015 vielleicht eine der ersten war, die den Liebhabern der additiven Technologien eine breite Palette interessanter Filamente anbot. Vor kurzem konnte sie alle überraschen, indem sie ein völlig einzigartiges Material herausbrachte. Es wird auf der Basis von PLA hergestellt.

“Verbrauchsmaterialien” mit dem Namen “antikes Komposit” haben vor einigen Jahren bei den Liebhabern kleiner skulpturaler Formen viel Aufsehen erregt. Dennoch haben sie die Möglichkeit, ohne komplizierte Nachbearbeitung Produkte zu erhalten, die von einigen Arten dieses edlen Steins äußerlich nicht zu unterscheiden sind.

Das Vorhandensein von groben Additiven führt jedoch zu Einschränkungen bei der Düsengröße, der Druckgeschwindigkeit und den Durchflusseinstellungen.
eMarble Esun
Der eMarble-Kunststoff von Esun ist ein neues Designmaterial auf PLA-Basis für den 3D-Druck. Er ist mit allen FDM-Druckern und 3D-Stiften kompatibel, da er keinen beheizten Tisch benötigt. Die fertigen Produkte haben eine schöne Marmortextur.

Darüber hinaus verfügt das Filament über die besten PLA-Eigenschaften: gute Festigkeit, geringe Schrumpfung und einfache Bedruckbarkeit. eMarble wird aus organischen Pflanzenmaterialien hergestellt, ist biologisch abbaubar und nahezu geruchlos.

Ideal für die Herstellung von Souvenirs, Figuren und Dekorationsartikeln mit Marmorimitation.
Spezifikationen
| Bruchdehnung | 6% |
| Werkstoffart | PLA |
| Zugfestigkeit | 53 Mpa |
| Zugfestigkeit | 60 Mpa |
| Dichte | 1.24 g / cm3 |
| Erweichungspunkt | 67 ° C |
Die empfohlene Temperatur für die Heizung der Plattform ist 0 / 60-80 ° C. Düsentemperatur 190-220 ° C.
“Metall”
Je nach ihrer Zusammensetzung werden dekorative Kunststoffe “wie Metall” in zwei Gruppen unterteilt.
Die erste Gruppe sind Kunststoffe mit Zusatz von Metallpulver. Diese Kunststoffe ahmen Metall in Bezug auf Gewicht und Aussehen sehr gut nach, erfordern aber in der Regel eine Nachbearbeitung und Politur nach dem Druck. Aufgrund der hohen Fließfähigkeit solcher Kunststoffe kann es schwierig sein, die richtigen Einstellungen für einen erfolgreichen Druck zu finden. Darüber hinaus wirkt sich das Vorhandensein winziger Metallpartikel negativ auf die Haltbarkeit der Druckteile aus.
Die zweite Gruppe hat aufgrund von Pigmenten, die auf die Metallfarbe und den Metallglanz abgestimmt sind, eine äußere Ähnlichkeit mit Metall. Sie sind heller als die Vertreter der ersten Gruppe, müssen aber nicht nachbearbeitet werden und lassen sich problemlos drucken.
Bronze eSun
Es sei darauf hingewiesen, dass Shenzhen ESun Industrial Co. Ltd. wurde im Jahr 2002 gegründet und ist in der Forschung, Entwicklung und industriellen Produktion von biologisch abbaubaren Polymeren wie PLA und PCL tätig.
Seit 2007 entwickelt eSun erfolgreich die Produktion von Verbrauchsmaterialien für Geräte zur additiven Fertigung, u. a. für den FDM-Druck: Basis-PLA, ABS und spezifisch – HIPS, PETG, PVA, Materialien auf der Basis von Nylon, Polycarbonat und viele andere. Das Unternehmen hat Niederlassungen in Europa und den USA.

ESun gründete PKU-HUST, das Shenzhen and Hong Kong Research Institute und das eSun Biological High Molecular Materials Research Center. Diese Organisationen arbeiten aktiv mit der Universität Peking und der Universität Wuhan zusammen. Die Ergebnisse ihrer Forschung sind nicht nur in China, sondern auch in anderen Ländern anerkannt.
Der dekorative Kunststoff Bronze des chinesischen Unternehmens eSun wird auf der Grundlage von PLA hergestellt, gehört zur zweiten Art von dekorativen Fäden und hat einen Farbton, der an Bronze erinnert.

Das Beste daran ist, dass es nach dem Druck keine Nachbearbeitung erfordert! Es muss nicht poliert oder geschliffen werden. Das Produkt ist sofort einsatzbereit. Allerdings sollte man bedenken, dass das Material sehr flüssig ist und bei Markisen ein Durchhängen möglich ist. Ansonsten sind keine Druckeinstellungen erforderlich.

Das Material ist nicht billig – ein Pfund kostet mehr als 2.000 Rubel. Wenn Sie versuchen, dieses thermoplastische Material zu schleifen, geht der Effekt des Bronzemetalls verloren. Die vielleicht attraktivste Eigenschaft dieses Filaments ist sein Gewicht – es ist sehr nah an den natürlichen Parametern. Daher werden Büsten und kleine skulpturale Formen in seiner Leistung sehr überzeugend sein.
Spezifikationen
| Bruchdehnung | 16% |
| Zugfestigkeit | 66 MPa |
| Biegefestigkeit | 106 MPa |
| Elastizitätsmodul | 4442 MPa |
| Schlagzähigkeit nach Izod | 4 kJ / m2 |
| Die Schmelztemperatur | 180 – 210 ℃ |
| Schmelzindex | 62 g / 10 min (190 ° C / 2,16 kg) |
| Erhitzungstemperatur | 25-70 ℃ |
| Dichte | 1.27 g / cm3 |
| Erweichungspunkt | 50 ° C |
Empfohlene Temperatur für Heizkissen 0 / 60-80 ° C
Die empfohlene Temperatur der Düse ist 200 ℃, die Temperatur der Tabelle ist 60 ℃.
eCopper
Der dekorative Kunststoff ist eine Verbindung auf PLA-Basis, die mit kleinsten Kupferpartikeln gefüllt ist. Vielleicht ist das der Grund, warum die Stange sehr zerbrechlich ist, aber bei nicht starken Biegungen behält sie ihre Form wie ein Draht. Hat einen Farbton, der an altes geriebenes Kupfer erinnert (nicht zu verwechseln mit Messing).

Wiegt deutlich schwerer als normales PLA. Und wenn Sie einen kleinen Schnitt zu machen, aber Sie können Flecken von Metall auf den Highlights bemerken, so dass das Produkt das Aussehen der natürlichen Metall zu geben, muss es leicht mit einer feinen Metallbürste geschliffen werden, und es ist besser, es zu polieren. Dann wird er wirklich im Licht spielen.

Das Drucken verursacht keine besonderen Probleme, es wurden keine Überraschungen gefunden. Und dank des Füllstoffs ist die Schrumpfung dieses modifizierten PLA völlig minimal. eCopper wird höchstwahrscheinlich für Hersteller von Schlüsselanhängern und realistischen Produkten interessant sein, die “wie Metall” stilisiert und anschließend mit Schleifmitteln bearbeitet werden. Die Kosten für eine Kunststoffspule nähern sich den Kosten von echtem Kupfer – mehr als 4000 pro 1 kg.

Spezifikationen
| Zugfestigkeit | 40 MPa |
| Biegefestigkeit | 64 MPa |
| Elastizitätsmodul | 4954 MPa |
| Schlagzähigkeit nach Izod | 4 kJ / m2 |
| Die Schmelztemperatur | 200 – 220 ℃ |
| Schmelzindex | 20 g / 10 min (190 ° C / 2,16 kg) |
| Erhitzungstemperatur | 25-70 ℃ |
| Dichte | 2,46 g / cm Würfel |
| Erweichungspunkt | 52 |
Die empfohlene Temperatur für die Heizung der Plattform ist 0 / 60-80 ° C. Düsentemperatur – 210, Tabelle – 50.
eAfill ESUN
Viele Cosplayer werden ohne Nachahmer von Metallteilen nie eine exakte Kopie ihres Lieblingskostüms ihres Lieblingshelden bauen.

Natürlich kann man sich mit einer Grundierung, Schleifpapier und Farbdosen bewaffnen und im Voraus eine Gasmaske vorbereiten, aber es gibt eine elegantere Lösung. Das ist ein Kunststoff mit dem Zusatz von metallischem Aluminiumpulver vom führenden Hersteller von Filamenten für den FDM-3D-Druck, dem chinesischen Unternehmen eSun.

Der Originalname eAfill hat eine gräuliche, matte Farbe ohne Politur. Wenn Sie jedoch den Faden abkratzen, können Sie sofort das vertraute Glitzern von Metall in der Spiegelung sehen.
Das eAfill ist schwerer als die entsprechenden ABS- oder PLA-Harze, aber etwas leichter als das kupferne eCopper. Und das ist verständlich. Das spezifische Gewicht von Aluminium ist fast dreimal geringer als das spezifische Gewicht von Kupfer.


Die Parameter für den Druck von Teilen auf einem Foto aus eALfill-Kunststoff sind wie folgt: Düsentemperatur – 210; Tischtemperatur – 50 (man kann überhaupt nicht heizen), Arbeitsschicht 0,18 mm.
Um die Füllung des Balkens zu “öffnen”, muss das Teil nach dem Druck mit einer feinen Metallbürste oder einem mittelgroßen Schleifpapier leicht poliert werden.
Nach dem Polieren erhält man einen schönen leichten Metallglanz.
Metallgefüllte Kunststoffe sind natürlich nur für dekorative Zwecke gedacht. Manche Anwender glauben fälschlicherweise, dass Metallpulver dem fertigen Teil mehr Festigkeit verleihen kann, aber das ist nicht der Fall.
Kunststoff wird ganz einfach gedruckt – wenn das Gerät richtig funktioniert, gibt es keine Überraschungen oder langwierige Anpassungen.
Dieses Filament ist ideal für den Druck von individuellen Schlüsselanhängern mit realistischem Metall-Look. In der Realität ist es nicht immer möglich, den Kunststoff schön und realistisch zu bemalen. Und Abgüsse mit Metallpulvern sind in der Regel nur bei einer großen Auflage gerechtfertigt.

Außerdem hat die Farbe die unangenehme Eigenschaft, sich im Laufe der Zeit abzunutzen oder abzublättern (vor allem, wenn es sich um einen kleinen Schlüsselanhänger handelt, der an Schlüsseln oder einem Rucksack hängt), und Abrieb und Kratzer verleihen einem Schlüsselanhänger aus solchem Kunststoff nur einen Vintage-Look.
Technische Daten
| Zugfestigkeit | 45 MPa |
| Bruchdehnung | 5% |
| Biegefestigkeit | 74 MPa |
| Elastizitätsmodul | 4885 MPa |
| Schlagzähigkeit nach Izod | 4 kJ / m2 |
| Die Schmelztemperatur | 200 – 220 ℃ |
| Schmelzindex | 8 g / 10 min (190 ° C / 2.16 kg) |
| Dichte | 1.48 g / cm3 |
| Erweichungspunkt | 52 ° C |
E-Stahl ESUN
Ungewöhnlicher Vertreter einer spezialisierten Designgruppe für 3D-Kunststoffe mit einem Gehalt an Stahlmetallpulver. Wird für Kunstwerke verwendet, um den metallischen Glanz und die Haptik einer metallischen Oberfläche zu simulieren.
Biologisch abbaubar (ohne Zusatzstoffe), geringe Schrumpfung. Hat eine schöne metallische Textur auf der Oberfläche. Um einen Metallic-Effekt zu erzielen, nach dem Druck mit einer Drahtbürste polieren. Langlebigkeit ist nicht seine stärkste Seite.
Der E-Stahl von ESUN ist, wie die Bronze, für dekorative Anwendungen interessant. Dies können Prototypen von Beschlägen sein. Zum Beispiel künstlerische Nachbildungen von Kupfer-, Bronze- und Aluminiumgeräten, kleine Skulpturen, metallähnliche Oberflächen, Dekorationsartikel, Spielzeug mit Metallglanz und andere Objekte und Prototypen von Metallteilen.
Druckeigenschaften: Es wird empfohlen, auf Druckern mit einem beheizten Tisch zu drucken, damit das Modell besser haftet. Die Düse muss regelmäßig gereinigt werden. Die Anzahl der Rückzüge sollte begrenzt werden.
Technische Daten
| Bruchdehnung | 5% |
| Farbe | Silver |
| Zugfestigkeit | 45 MPa |
| Biegefestigkeit | 63 MPa |
| Elastizitätsmodul | 4452 Mpa |
| Schlagzähigkeit nach Izod | 5 kJ / m2 |
| Schmelzindex | 14 g / 10 min (190 ° C / 2.16 kg) |
| Dichte | 2,46 g / cm Würfel |
| Erweichungspunkt | 52 ° C |
Schmelzpunkt 200 – 220 ℃
Temperatur der Heizplatte 25-70 °C
Empfohlene Temperatur für Heizkissen 0 / 60-80 ° C
Verpackung und Lagerung
Alle 3D-gedruckten Kunststoffe werden als Filament mit einer Dicke von 2,85 mm oder 1,75 mm entweder in Strängen oder auf Spulen geliefert. Sie sind in versiegelten Beuteln verpackt, in denen sich ein Silikatgel befindet, das überschüssige Feuchtigkeit absorbiert.


ESUN eBox ist ein intelligenter Kunststofftrockner. Sein Zweck ist es, die eingestellte Temperatur zu halten, zu trocknen und den Kunststoff vor Staub und Feuchtigkeit zu schützen. Außerdem kann sie die Spule wiegen und anzeigen, wie viel Gramm Kunststoff noch übrig sind.
Spezielle Geräte zum Trocknen von Kunststoffen sind im Handel erhältlich. In der Praxis trocknen viele Leute den Faden in einem Haushaltsofen, und im Winter verwenden sie eine Zentralheizungsbatterie als Heizelement. Jemand hat Geräte zum Trocknen von Früchten für diese Zwecke adaptiert, und jemand hat seine eigene Konstruktion aus improvisierten Teilen entwickelt und gebaut.

Wanhao BOX-2 ist eine “pflegende” Box für Ihr Filament mit 4 Kanälen für die Zuführung von Kunststoff. An der Seite befinden sich ein Hydrometer, eine Waage, ein Trockner, ein Timer und eine “intelligente Hintergrundbeleuchtung” mit einem informativen Touchscreen. Zuverlässiges, feuerfestes Metallgehäuse. Es kann eine Spule bis zu 3 kg aufnehmen.
Es ist jedoch erwähnenswert, dass die richtigen Lagerungsbedingungen erhebliche Einsparungen ermöglichen, insbesondere wenn Sie häufig mit teuren Kunststoffen drucken. Es ist kein Geheimnis, dass das Filament mit der Zeit Feuchtigkeit aufnimmt, sich zersetzt und für hochwertige Drucke ungeeignet wird. Es ist gut, wenn Sie beim Drucken der ersten Schichten die unglücklichen Luftblasen aus kochender Feuchtigkeit bemerkt haben. Und es ist sehr ärgerlich, wenn sich nach vielen Stunden Arbeit plötzlich herausstellt, dass die Haftung zu schwinden beginnt und die Extrusion gegen Null tendiert. Wie Sie wissen, zahlt ein Geizhals doppelt. Wenn Sie ein spezielles Gerät zur Lagerung und Vorbereitung von Kunststoffen für den Druck kaufen, können Sie sicher sein, dass einer der vielen notwendigen Parameter für einen erfolgreichen Druck erfüllt ist. Darüber hinaus können Sie mit einem solchen intelligenten Gerät leicht das Restgewicht des Filaments bestimmen und sofort entscheiden, ob es notwendig ist, es zu kaufen und ob seine Reste ausreichen, um das gewünschte Teil zu drucken. Achten Sie aufESUN eBox , Wanhao Box2 , Polymaker Polybox II .

Polymaker Polybox II ™ ist eine weitere 3D-Druck Filament Lagerung Gerät entwickelt, um eine optimale Umgebung zu schaffen. PolyBox ™ ist kompatibel mit allen 3D-Druckern und kann zwei 1kg Spulen oder eine 3kg Spule halten
* * *
Die Branche der additiven Druckmaterialien gewinnt an Dynamik. Jedes Jahr kommen neue Materialien mit ungewöhnlichen und besonderen Eigenschaften auf den Markt. Es ist erwähnenswert, dass sich große Chemiekonzerne wie die deutsche BASF, die japanische Mitsubishi Chemical, die amerikanische DuPont und andere an der Entwicklung neuer Materialien für den 3D-Druck beteiligen. Dies deutet darauf hin, dass diese Unternehmen den 3D-Druckmarkt für vielversprechend halten und bereit sind, Mittel und Anstrengungen in die Entwicklung neuer und die Verbesserung bestehender Materialien für den 3D-Druck zu investieren. Zu Beginn des Bestehens von 3D-Druckern war die Auswahl an verfügbaren Materialien stark eingeschränkt. Heute ist die Auswahl viel größer, und die Möglichkeiten der Geräte selbst, mit Materialien wie Hochtemperatur-PEEK zu arbeiten, die für den 3D-Druck schwierig sind, sind gewachsen. Dennoch kann man nicht sagen, dass die vorhandenen Materialien die Nachfrage der Nutzer vollständig befriedigen und auch alle Aufgaben erfüllen, die Käufer an 3D-Geräte stellen. In diesem Artikel haben wir uns nicht mit den vielversprechenden Entwicklungen von Materialien für den 3D-Druck befasst, die heute bereits bekannt sind oder sich im Stadium von Tests oder Versuchen befinden, sondern haben uns auf Materialien konzentriert, die bereits auf dem Markt erhältlich sind und von Anwendern in aller Welt verwendet werden. Für die Zukunft planen wir, einen separaten Bericht über neue Produkte auf dem Markt für den Desktop-FDM-3D-Druck zu veröffentlichen und über verschiedene Innovationen in diesem Bereich zu berichten. In diesem Artikel haben wir uns nicht mit vielversprechenden Materialentwicklungen für den 3D-Druck befasst, die heute bereits bekannt sind oder sich in der Testphase befinden, sondern haben uns auf Materialien konzentriert, die bereits auf dem Markt erhältlich sind und von Anwendern in aller Welt verwendet werden. Für die Zukunft planen wir, einen separaten Bericht über neue Produkte auf dem Markt für den Desktop-FDM-3D-Druck zu veröffentlichen und über verschiedene Innovationen in diesem Bereich zu berichten. In diesem Artikel haben wir uns nicht mit vielversprechenden Materialentwicklungen für den 3D-Druck befasst, die heute bereits bekannt sind oder sich in der Testphase befinden, sondern haben uns auf Materialien konzentriert, die bereits auf dem Markt erhältlich sind und von Anwendern in aller Welt verwendet werden. Für die Zukunft planen wir, einen separaten Bericht über neue Produkte auf dem Markt für den Desktop-FDM-3D-Druck zu veröffentlichen und über verschiedene Innovationen in diesem Bereich zu berichten.