

Ghosting, auch bekannt als Ripples (Ringing, Rippling), ist ein 3D-Druckfehler, der bei FDM- und FFF-Technologien häufig auftritt. Das Problem tritt vor allem bei Modellen mit flachen vertikalen Oberflächen auf. Ripples treten auf, wenn sich die Bewegungsrichtung des Druckkopfs aufgrund mechanischer Vibrationen der Druckerkonstruktion ändert.
In diesem Artikel zeigen wir Ihnen, wie Sie Geisterbilder im 3D-Druck Schritt für Schritt beheben können. Lesen Sie weiter,
5 Schritte zur Behebung von Geisterbildern im 3D-Druck (Ripples)

Schritt 1. Prüfen Sie die Mechanik
Es ist ratsam, den Kampf gegen Druckfehler, die mechanischer Natur sind, mit der Überprüfung und dem Festziehen der Schraubverbindungen zu beginnen. Möglicherweise sind die Schrauben bei der Montage nicht ausreichend angezogen worden oder haben sich im Laufe der Zeit durch den Gebrauch des Druckers gelockert.
Spiel und verminderte strukturelle Festigkeit wirken sich negativ auf die Druckqualität aus. Vergewissern Sie sich daher vor dem Verändern der Druckereinstellungen, dass das Klingeln nicht auf unsachgemäße Verbindungen zurückzuführen ist.
Idealerweise sollten die Schraubverbindungen mit einem Drehmomentschlüssel angezogen werden. Wenn Sie jedoch zu Hause mit herkömmlichen Werkzeugen arbeiten, sollten Sie keine übermäßige Kraft anwenden, da dies das Gewinde, die Keilnut oder den Schlüssel selbst beschädigen kann.

Bei Druckern, die aus einem Strukturprofil zusammengesetzt sind, müssen Sie zum Beispiel zuerst die Schrauben kontrollieren, mit denen die Profile befestigt werden. Siehe unten die Verbindung der Z-Schienen mit der Basis des Longer LK5 Pro Druckers.

Es ist auch wichtig, die Schlittenplatten am Profil zu befestigen. Das Verfahren zum Festziehen der Schrauben ist hier nicht einfach; Sie müssen das X-Profil von den Z-Schienen entfernen. Das Video unten zeigt, wie man dies am Ender-3 macht:
Sie sollten auch den Zustand der beweglichen Teile überprüfen. Die Bewegung aller Achsen sollte reibungslos und ohne Rattergeräusche erfolgen.
Wenn die Druckerschlitten Rollen haben, überprüfen Sie deren Einstellung. Wenn sich der Wagen oder der Tisch stark bewegt, ist die Einstellrolle zu fest angezogen. Lösen Sie sie in diesem Fall ein wenig. Wenn sich die Rollen vom Führungsprofil wegbewegen, müssen Sie den Druck erhöhen.

Wenn sich beispielsweise die X-Führung leicht auf und ab bewegt, kann dies der Grund für einen zu geringen Druck der Rollen auf die Z-Führung sein.

In einem solchen Fall müssen Sie den Druck der Exzenterrolle erhöhen.
Schritt 2: Prüfen Sie die Riemen
Das Verfahren zum Spannen des Riemens ist von Drucker zu Drucker unterschiedlich. Am einfachsten ist es, wenn der Hersteller eine werkzeuglose Einstellung der Spannung ermöglicht.

Einstellung der Gurtspannung X bei Creality Ender-3 v2.
Um einen Riemen einzustellen, der durch Verschieben der Rollenhalterung gespannt wird, lösen Sie die Schrauben, verschieben Sie die Halterung manuell und fixieren Sie sie, während Sie sie festhalten.

Einstellung der Y-Riemenspannung am Creality Ender-3 Pro. Lösen Sie die Schrauben, verschieben Sie die Rollenhalterung und fixieren Sie sie. Foto von Creality.com.
Für beliebte 3D-Druckermodelle finden Sie von der Community entwickelte Modelle von Schraubenspannern.

Riemenspanner Modell Y für Creality Ender-3.
Es gibt auch andere Möglichkeiten, Riemen zu spannen. Zum Beispiel können Sie die Motoren verschieben, wie im Fall des FlyingBear Reborn. Bei einigen preiswerten Druckern können Sie die Riemen überhaupt nicht spannen. Ein gutes Beispiel für einen solchen Drucker ist der Kingroon KP3S. Der Riemen des Druckers ist mit Kabelbindern starr befestigt, und der Motor und die Walze bewegen sich nicht.

Eine Einstellung der Bandspannung ist nicht vorgesehen, die Rolle ist starr befestigt.
Im Falle des KP3S müssen Sie, um die Spannung des Riemens zu erhöhen, diesen von einer der Halterungen abnehmen, die aktuelle Konfiguration markieren oder fotografieren, den Kabelbinder mit Hilfe einer Drahtschere entfernen und die Schlaufe um ein oder zwei Zähne verschieben.

Befestigung des Gurtes mit einem Band am Kingroon KP3S.
Es gibt auch einige Spanner, die auf einem geraden Abschnitt des Riemens installiert sind. Diese Spanner sind starr, einstellbar und gefedert. Diese Modifikationen sind möglicherweise nicht überall erhältlich, da sie das Spiel des Riemens verringern und die Größe des bedruckbaren Bereichs beeinträchtigen können.
Federspanner sind nicht die beste Wahl, da sie bei Richtungsänderungen “spielen” und die Spannung verändern können.

Ein Beispiel für einen 3D-gedruckten verstellbaren Riemenspanner.
Es ist schwierig, eine einzige Empfehlung für die Riemenspannung eines Druckers zu geben. Daher muss man sich einfach an diese Regel halten: Wenn man einen korrekt gespannten Riemen über eine lange Strecke zieht, sollte er ein wenig schwingen, aber nicht wie eine Schnur schnarren.
Eine zu hohe Riemenspannung kann zu erhöhtem Riemenverschleiß, zur Verformung von Druckerkomponenten und zu einem weiteren Druckfehler führen – kleine Wellen über die gesamte Fläche auch bei vertikalen Flächen.
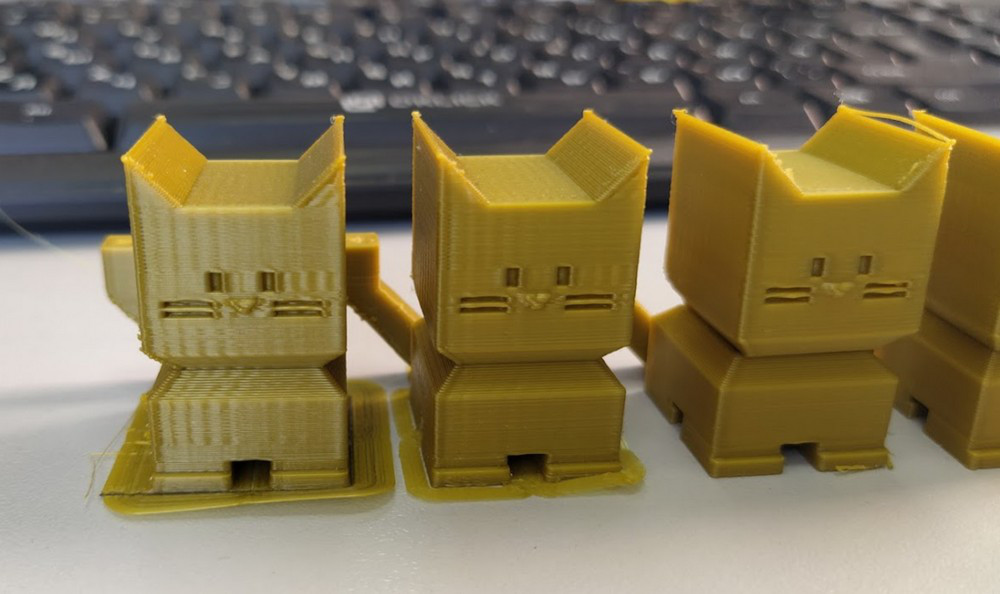

Wirkung der Riemenspannung. Das linke Modell in der oberen Abbildung ist vor den Einstellungen. Die Druckeinstellungen sind in allen Fällen gleich.
Schritt 3: Stellen Sie sicher, dass der Drucker stabil ist
Es kommt nicht nur auf den Zustand des Druckers an, sondern auch darauf, wie gut er aufgestellt ist. Wenn die Oberfläche uneben oder wackelig ist, können die Vibrationen des Druckers und der Unterlage zusammen oder einzeln die Druckqualität beeinträchtigen. Wenn der Drucker auf der Oberfläche “reitet”, können Sie Dämpfungsfüße oder eine Gummimatte anbringen. Eine weitere Möglichkeit besteht darin, die Geschwindigkeit und Beschleunigung des Druckvorgangs zu verringern.

Ein Beispiel für einfache Dämpfungsfüße für ein Strangpressprofil. Foto von Thingiverse.com.
Schritt 4: Einstellen von Geschwindigkeit, Beschleunigung und Ruckeln
Druckfehler können durch die Geschwindigkeitseinstellungen des Druckers verursacht werden. Lassen Sie uns kurz besprechen, wofür die einzelnen Parameter verantwortlich sind:
Geschwindigkeit (Speed, Velocity)
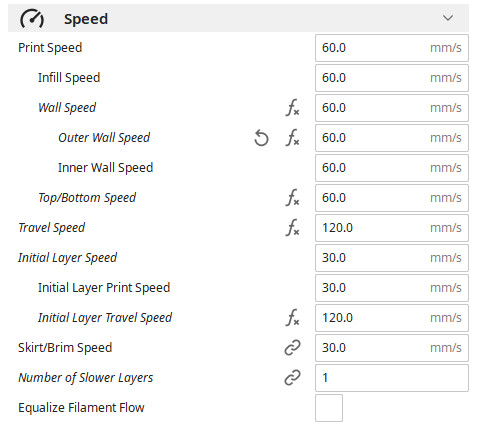
Einstellungen der Druckgeschwindigkeit in Cura.
Der Parameter Geschwindigkeit bezieht sich auf die Geschwindigkeit der Bewegung von beweglichen Teilen. Die Geschwindigkeit wird in mm/s gemessen.
Beschleunigung

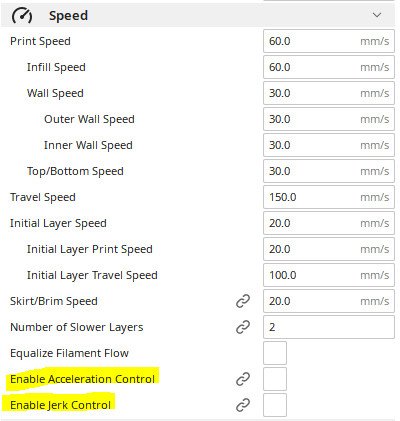
Beschleunigungseinstellungen in Cura (auf der Registerkarte Geschwindigkeit, unterhalb der Geschwindigkeit)
Die Beschleunigung bestimmt die Intensität der Geschwindigkeitszunahme oder -abnahme, d. h. die Beschleunigung oder Verzögerung. 1000 mm/s2 bedeutet zum Beispiel, dass die Geschwindigkeit in einer Sekunde um 1000 mm/s zunehmen kann.
Ruckeln

Ruckeinstellungen in Cura (auf der Registerkarte Geschwindigkeit, unterhalb der Beschleunigungen).
Der Ruck gibt die maximale Geschwindigkeitsänderung (von 0mm/s auf die angegebene Geschwindigkeit) an, die der Drucker auf die unter Ruckeinstellung definierte Geschwindigkeit gehen kann, ohne die Beschleunigungsgeschwindigkeit einzuhalten.
Die absolute Geschwindigkeitsänderung (unter Berücksichtigung beider Achsen) vom Ende des Bremsvorgangs bis zum Beginn der Beschleunigung ist der Ruck.

Im Allgemeinen gilt: Je mehr Rucke, Beschleunigungen und Geschwindigkeiten, desto schneller der Druck und desto größer die Wahrscheinlichkeit von Fehlern. Der Wert der Rucke liegt normalerweise bei 10-30 mm/s. Die Beschleunigungs- und Ruckeinstellungen sind in der Firmware des Druckers gespeichert, können aber über die EEPROM*-Einstellungen oder über einen speziellen Befehl im Druckauftrag geändert werden.
*EEPROM ist ein schreibgeschützter, wiederbeschreibbarer Speicher, in dem eine Reihe von Druckereinstellungen gespeichert sind. Zu den Einstellungen gehören unter anderem:
- Die Anzahl der Mikroschritte des Motors pro Millimeter der Bewegung
Kalibrierungswerte des Heizelements
Maximale Bewegungsgeschwindigkeiten, Beschleunigungen, usw.
Typische Beschleunigungswerte für 3D-Drucker für Verbraucher liegen bei 500-5000 mm/s2. Je höher die Beschleunigung, desto schneller der Druck und desto höher die Anforderungen an die Steifigkeit und Zuverlässigkeit der Druckerkonstruktion.
Um die maximal zulässigen Beschleunigungen zu bestimmen, können Sie das Kalibrierungsmodell verwenden, das vom Calibration Shapes Plugin für Cura bereitgestellt wird. Seit Version 1.7 verfügt Cura über ein Beschleunigungsturm-Modell.

Hinzufügen eines Testmodells.

Für das Testmodell müssen Sie ein Nachbearbeitungsskript hinzufügen.

Das SpeedTower-Skript mit den angegebenen Einstellungen erhöht die Druckbeschleunigung alle 25 Schichten um 1000 (5 mm bei Schicht 0,2). Der Ausgangswert ist 2000 mm/s2.

Eine Erhöhung der Druckbeschleunigung ist mit Vorsicht zu genießen. Hier versagte der Kingroon KP3S bei 7000 mm/s2, was zu einer Verschiebung des Drucks entlang der Y-Achse führte.

Wir interpretieren die Testergebnisse wie folgt: Wenn man mit einer Geschwindigkeit von 60 mm/s auf dem Kingroon KP3S druckt, ist es sinnvoll, die Beschleunigung auf maximal 3000 mm / s2 einzustellen.
Bei einer Extrapolation auf andere Druckgeschwindigkeiten bleibt die Intensität des Ripple-Musters ähnlich. Bei einer niedrigeren Geschwindigkeit ist der Fehlerbereich jedoch kürzer und bei einer höheren Geschwindigkeit länger.

Die Einstellungen für Rucke und Beschleunigungen sind die gleichen. Von links nach rechts: 30 mm/s – leicht sichtbare Rippel, 60 mm/s – spürbare Rippel, 90 mm/s – deutliche Rippel.
Schritt 5. Speichern der Einstellungen
Die Beschleunigungs- und Ruckeinstellungen in Cura werden direkt auf den vorbereiteten Auftrag angewendet. Nachdem die optimalen Werte für diese Parameter ermittelt wurden, empfiehlt es sich, sie in den permanenten Speicher des Druckers zu schreiben. Wenn der Drucker mit einem monochromen Grafikbildschirm ausgestattet ist (z. B. die Basisversion von Ender-3), enthält das Menü Einstellungen für Beschleunigung und Ruck: Steuerung -> Bewegung l -> Beschleunigung und Steuerung l ->Bewegung l -> Ruck.
Nachdem Sie diese Parameter geändert haben, müssen Sie speichern: Steuerung l ->Einstellungen speichern.
Wenn Beschleunigungs- und Ruckwerte aus dem Druckerspeicher verwendet werden, ist die Steuerung im Slicer deaktiviert
Bei den gängigen grafischen Touchscreens fehlt in der Regel die Möglichkeit zur Feineinstellung des Druckers. In einem solchen Fall gibt es zwei alternative Möglichkeiten, die Werte für Beschleunigungen und Rucke im permanenten Speicher festzuhalten.
Die erste Möglichkeit besteht darin, manuell einen Steuercode zu erzeugen. Dazu erstellen Sie mit einem einfachen Texteditor wie dem Windows-Standard-Notepad ein Textdokument, geben Befehle ein, ändern die Dateierweiterung in .gcode, schreiben die Datei auf eine Speicherkarte und drucken sie aus.
 .
.
Schreiben Sie nun diese Steuerbefehle in das geöffnete Textdokument:
M204 X3000 Y3000
M205 X30 Y30
M500
Zum Schluss speichern Sie die Datei, indem Sie die Dateierweiterung in .gcode anstelle der Standard-.txt ändern
Mit dem ersten Befehl werden die Beschleunigungen auf 3000 mm/s² für die X- und Y-Achse eingestellt. Der zweite Befehl setzt die Rucke auf jeweils 30 mm/s. Der dritte Befehl dient zum Schreiben in den Speicher. Das Drucken dieser G-Code-Datei bewirkt, dass die angegebenen Einstellungen im permanenten Speicher des Druckers abgelegt werden. Nach der Ausführung dieser Datei werden alle nachfolgend gestarteten Druckaufträge mit den angegebenen Geschwindigkeits-, Beschleunigungs- und Ruckeinstellungen ausgeführt.
Die zweite Möglichkeit besteht darin, diese Befehle in den Startcode der Aufschnittmaschine einzufügen, damit sie vor dem nächsten Druckauftrag angewendet werden.
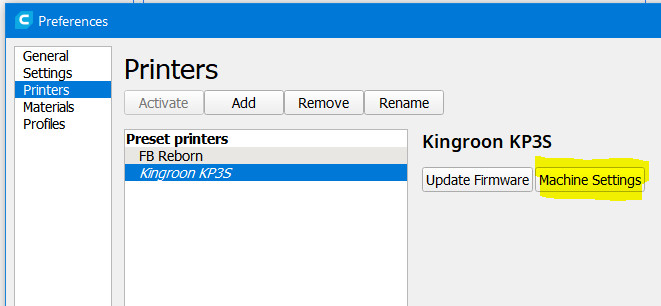
Präferenzen – Cura konfigurieren – Drucker – Maschineneinstellungen.
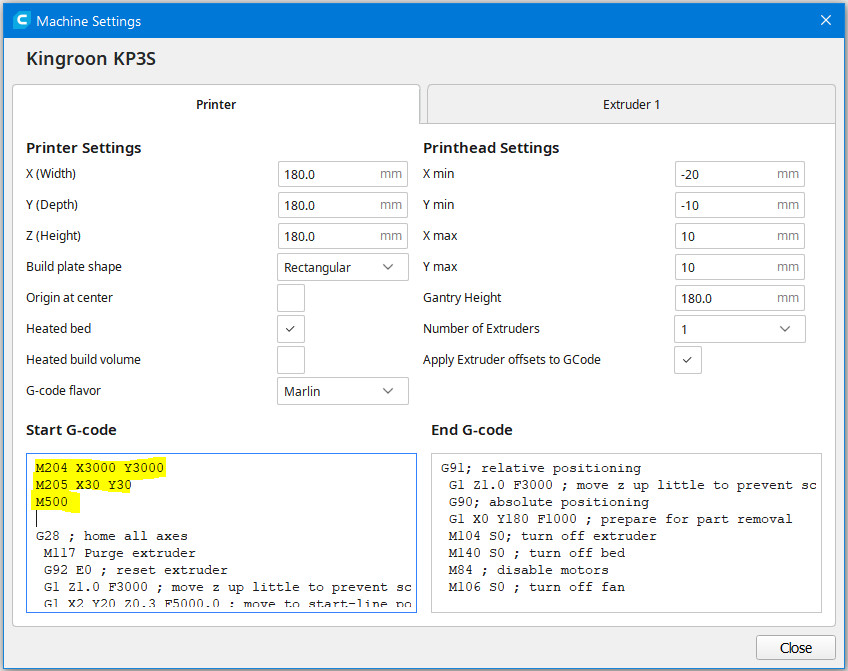
Einfügen von Steuerbefehlen in den Startcode des Slicers.

Bevor Sie die nächste Aufgabe vorbereiten, ist es ratsam, den Startcode in seinen ursprünglichen Zustand zu versetzen.
Eine weitere Welle
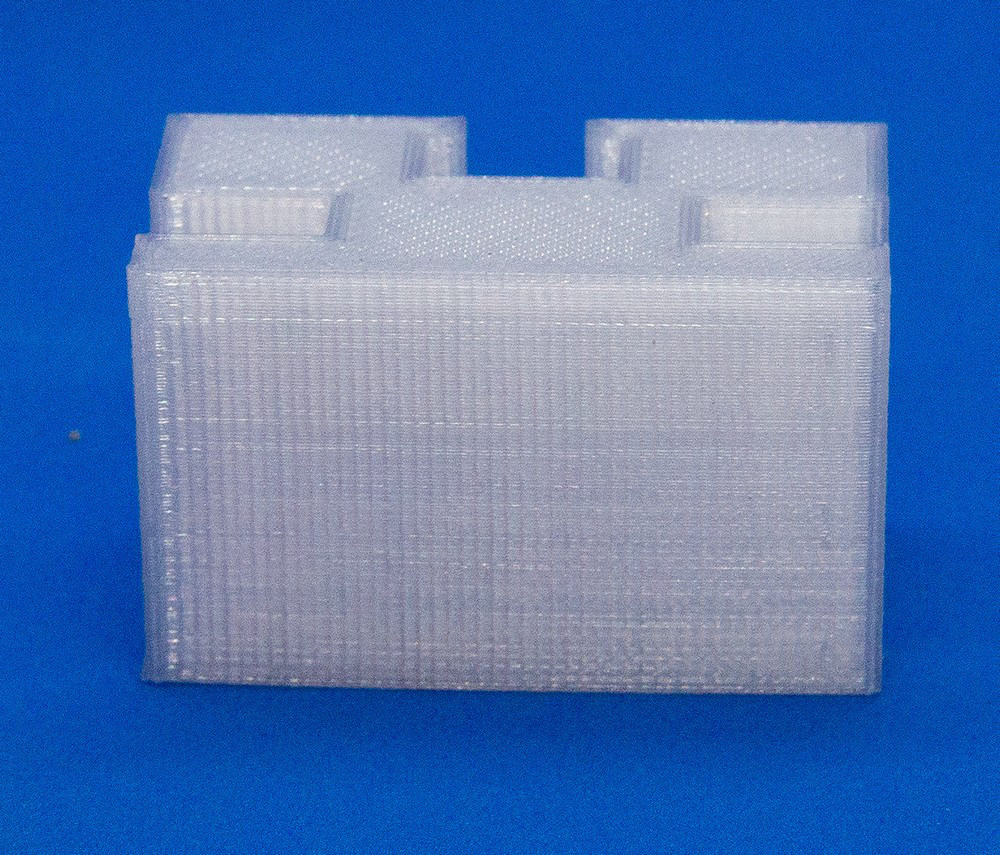
Gleichmäßige Wellen, in diesem Fall verursacht durch einen zu engen Gurt.
Es gibt einen weiteren Druckfehler, der dem beschriebenen ähnlich ist. Der Hauptunterschied besteht darin, dass die vertikalen Wellen gerade sind. Sie folgen nicht den Konturen von Löchern und vorspringenden Teilen des Teils. Außerdem sind die Wellen gleichmäßig über die vertikalen Flächen verteilt und nicht an Stellen konzentriert, an denen sich die Bewegungsrichtung ändert.
Zu den Ursachen für konstante Wellen gehören eine zu hohe Riemenspannung sowie minderwertige Riemenscheiben und Motoren. Wenn die Wellen ungleichmäßig, aber intermittierend sind, kann dies je nach Bauart des Druckers auf verschlissene oder beschädigte Führungen, Linearlager oder Rollen hinweisen.
Schlussfolgerung
Ein Defekt in Form von verblassenden Wellen (Ringing, Ghosting, Rippling), der auch auf vertikalen Flächen deutlich sichtbar ist, ist in der Regel auf mechanische Schwingungen von Druckerteilen zurückzuführen. Überprüfen Sie den Zustand der Befestigungselemente des Druckers und die Spannung der Riemen, um die Riffelbildung zu bekämpfen. Passen Sie außerdem die Geschwindigkeit, die Beschleunigungen und die Rucke an.
Es ist ratsam, die optimalen Parameter durch den Druck von Testmodellen zu ermitteln. Die daraus resultierenden Werte können in den Einstellungen der Schneidemaschine verwendet oder im permanenten Speicher des Druckers abgelegt werden.
Wir hoffen, dass unser Artikel Ihnen geholfen hat, zu lernen, wie man Riffel im 3D-Druck behebt.