

Lesen Sie unseren Creality CR30 Testbericht, um mehr über die Leistung, die technischen Daten und die Druckqualität des Druckers zu erfahren. Ist der Creality 3DPrintMill 3D-Drucker leistungsfähig? In diesem Artikel finden Sie die Antwort.
Unser Unternehmen verkauft seit vielen Jahren 3D-Druckgeräte. In dieser Zeit sind uns eine Vielzahl verschiedener 3D-Drucker in die Hände gefallen. Doch seit kurzem haben wir ein äußerst interessantes Exemplar im Angebot.

AUF CREALITY KAUFEN
Der Creality CR-30, auch bekannt als 3DPrintMill, ist ein spezieller 3D-Drucker des chinesischen 3D-Druckerherstellers Creality3D. Bei herkömmlichen FDM-Druckern wird das Modell in einer vertikalen Ebene gebaut. Bei der Creality 3DPrintMill hingegen wird das Modell in einem Winkel von 45° gedruckt.
Das Druckbett des Geräts ist ein Förderband. So können Sie beliebig lange Teile oder kleine Modelle nacheinander drucken, ohne dass Sie sich Sorgen machen müssen, dass der Platz auf dem Druckbett knapp wird.

Natürlich hat diese Lösung einige Probleme. Bevor wir uns mit den Problemen befassen, sollten wir uns einen Überblick über den Drucker verschaffen.
Creality 3DPrintMill Technische Daten
[su_table]
|
Formgebung Tech.
|
FDM |
|
Druckgröße
|
200*170*∞mm |
|
Größe der Maschine
|
535*656*410mm |
|
Größe der Verpackung
|
685*565*302mm |
|
Gewicht der Verpackung
|
20.5Kg |
|
Software zum Schneiden
|
CrealityBelt |
|
Druckpräzision
|
±0,1mm |
|
Düsendurchmesser
|
0,4 mm |
|
Anzahl der Düsen
|
1 |
|
Heißbetttemp.
|
≤100℃ |
|
Düsentemp.
|
≤240℃ |
|
Schichtdicke
|
0,1mm-0,4mm |
|
Nennspannung
|
350W |
|
Stromzufuhr
|
AC 100-120V/200-240V,DC 24V |
|
Druckfilament
|
PLA/TPU/PETG |
|
Durchmesser des Filaments
|
1,75 mm |
|
Sprachen
|
Chinesisch/Englisch |
| Dateiübertragung | USB/SD-Karte |
| Nettogewicht | 16.5Kg |
[/su_table]
Creality 3DPrintMill 3D-Drucker Testbericht: Geschichte
Die Idee des kontinuierlichen 3D-Drucks ist nicht neu. Bereits 2010 veröffentlichte Makerbot Modelle für den Zusammenbau eines kleinen Druckbetts mit automatischer Bauplattform, das mit ihren Druckern verwendet werden konnte.
Mit diesem Druckbett konnten die gedruckten Modelle automatisch entfernt werden. Das Thema verstummte für einige Zeit.
Die Hersteller von Industrieanlagen versuchten jedoch, 3D-Drucker für den kontinuierlichen Druck zu produzieren, allerdings mit einer etwas anderen Umsetzung.


2017 bekam die Idee eine neue Entwicklung. Polar3D zeigte eine Modifikation für den Makerbot Replicator mit einem um 45° geneigten Fördertisch.

Und damit begann der Prozess. Ein kompakter Drucker, PrintrBot PrintrBelt, wurde vorgestellt. Leider ist der Drucker nicht mehr im Handel erhältlich.
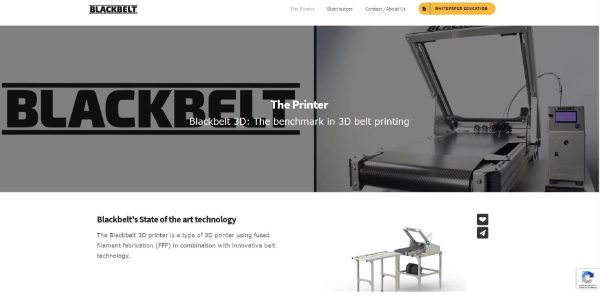
Heute ist der vielleicht bekannteste 3D-Drucker mit Förderband der BlackBelt, der groß und ziemlich teuer ist.
Wenig später stellte Karl Brown vom Projekt NAK3D Designs ein Projekt eines riesigen White Knight-Förderbanddruckers vor und machte es der Öffentlichkeit zugänglich.

Wenn Sie möchten, können Sie ihn selbst zusammenbauen.
Im Jahr 2020 stellte Naomi Wu zusammen mit den Entwicklern von Creality und mit Unterstützung von BlackBelt3D den Creality CR-30 oder 3DPrintMill 3D-Drucker auf der Crowdfunding-Plattform Kickstarter vor.
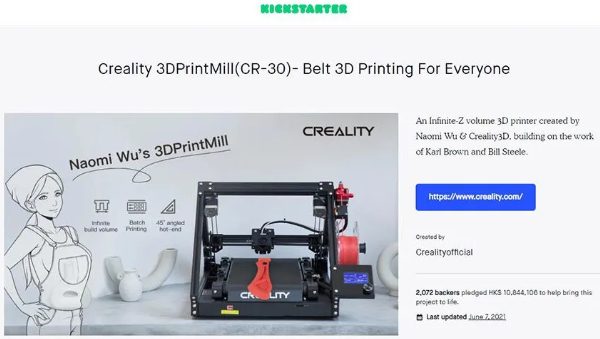
Es brauchte noch einige Zeit für die Beschaffung von Mitteln und die Verfeinerung. Und als Ergebnis ging dieser Drucker schließlich in den freien Verkauf.
Creality CR30 Überprüfung
Nachdem wir nun wissen, wie der Creality CR-30 3D-Drucker entstanden ist, wollen wir ihn genauer unter die Lupe nehmen.
Ausrüstung
Die CR-30 wird in einer großen Schachtel geliefert, auf der das Bild von Noami Wu, dem Vordenker des Projekts, abgebildet ist.

Das Paket ist ein Standardpaket. In der Box, finden Sie:
- Ein kleines Papierhandbuch
- Ein separater Beutel mit mehreren Kabelbindern
- Eine Nadel zur Düsenreinigung
- Seitenschneider
- A0,1mm Kalibrator
- Sechskantschlüssel und Schraubenschlüssel
- Ein Ersatz-Endschalter
- Eine 250-g-Rolle weißes PLA
- Eine 8 GB SD-Karte mit einem Kartenleser
- Ersatz-Fittings
- Ein Paar Ersatzdüsen
Zusammenbau des CR-30
Der Drucker wird in mehrere Teile zerlegt geliefert.
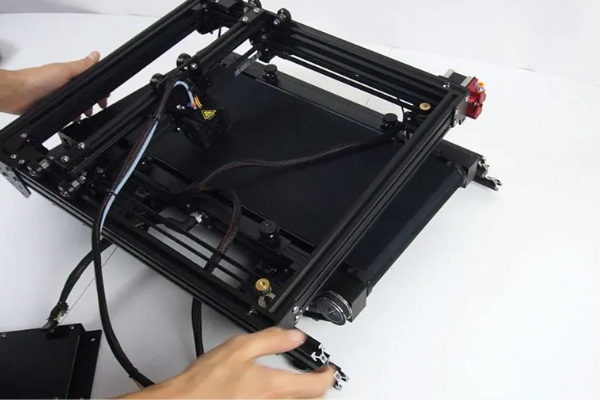
Der Zusammenbau ist aber gar nicht schwierig. Das Unterteil mit Steuergerät und Fördertisch ist bereits fertig montiert. An einer Seite müssen Sie die Diagonalstreben anschrauben.

Auf der anderen Seite müssen Sie das zusammengebaute Portal mit mehreren Schrauben montieren und befestigen.

Installieren Sie dann den Filamentspulenhalter und schrauben Sie das Sieb fest.
Zum Schluss schließen Sie alle verbleibenden Drähte an und führen den Teflonschlauch vom Hotend in die Zuführung ein.
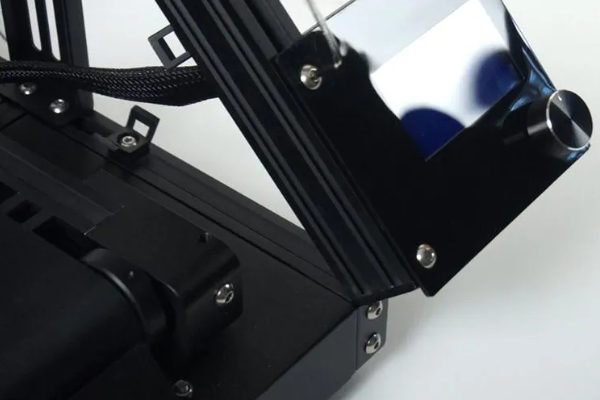
Kinematik
Die Creality 3DPrintMill hat einen Druckbereich von 200 mm in der Breite, 170 in der Höhe und unendlich in der Länge.

Das Portal der XY-Achse ist in einem Winkel von 45° geneigt. Ja, genau Y, das ist kein Fehler.
Die Z-Achse des CR-30 ist ein Fördertisch. Wenn Sie den Drucker um 45° nach vorne drehen, werden Sie feststellen, dass er mit der CoreXY-Kinematik arbeitet, mit einem um 45° geneigten Tisch.

OpenBuilds wird zum Bewegen der XY-Achsen verwendet.
Alle Schlitten haben auf einer Seite Exzenter, die gedreht werden können, um den Druck der Rollen auf die Profile einzustellen.

Der Drucker hat 10 mm breite Bänder. Das ist gut, weil ein Extruder mit einem X-Achsen-Profil nicht nur in der horizontalen Ebene bewegt, sondern auch angehoben werden muss.

Extruder
Der Creality CR-30 hat einen Bowdenextruder mit einem recht langen Teflonschlauch.

Das CR-10-Hotend, das standardmäßig in fast allen Creality-Druckern verwendet wird, kommt auch hier zum Einsatz.
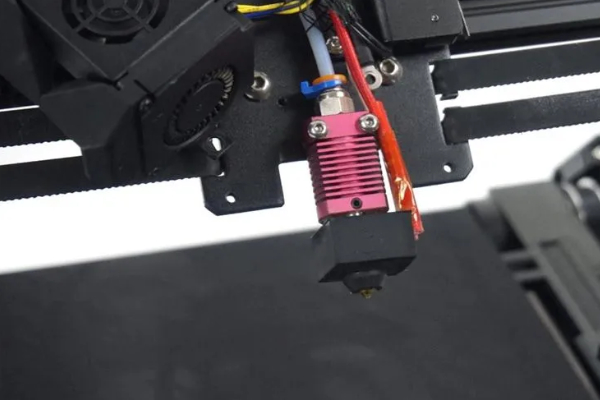
Die maximale Heiztemperatur beträgt 240°C. Daher kann der Drucker keine Hochtemperaturmaterialien wie ABS verarbeiten.

Der Kühler wird von einem Axialventilator 3010 gekühlt.
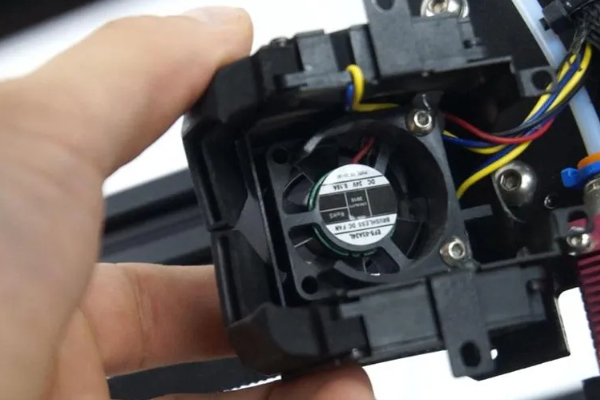
Zur Kühlung der Turbine werden zwei Turbinenlüfter 4010 mit guten Luftkanälen aus geformtem Kunststoff verwendet.

Der Zubringer sieht aus wie eine Mischung aus MK8 und BMG.

Es gibt kein Getriebe, aber zwei Vorschubzahnräder. Der Abstand zum Auslass ist eher gering.

Es kann möglich sein, mit Flex-Kunststoffen normal zu drucken. Bei einem so langen Teflonschlauch wird der Druck jedoch schwierig sein.
Elektronik
Auf der elektronischen Seite ist alles ziemlich Standard. Das Netzteil ist ein Low-Profile-24V-350W-Netzteil der Firma HuntKey.

Alle Drähte sind in Klemmen gecrimpt. Die meisten von ihnen haben sogar Ferritringe, um Störungen zu reduzieren. Alles ist ordentlich genug angeordnet.

Der Creality CR-30 3D-Drucker verwendet die proprietäre Steuerplatine; Creality V4.2.10; auf einem 32-Bit STM32F103 Mikrocontroller und mit ungelöteten, leisen TMC2208 Treibern.
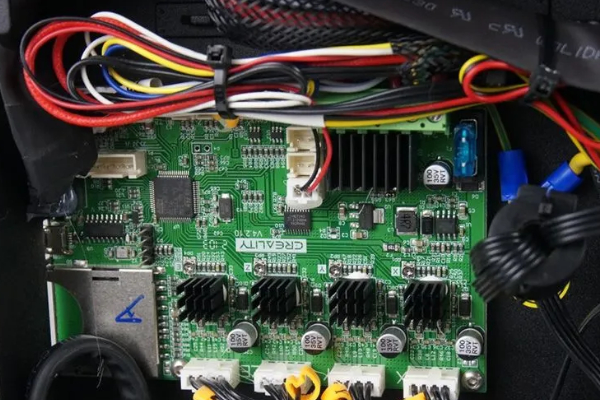
Übrigens sind der Drucker und die Lüfter im Allgemeinen sehr leise.
Der Drucker hat einen einfachen Bildschirm. Es ist ein regulärer 12864 mit dem gleichen Encoder wie der erste Ender-3 und viele andere Creality-Drucker.

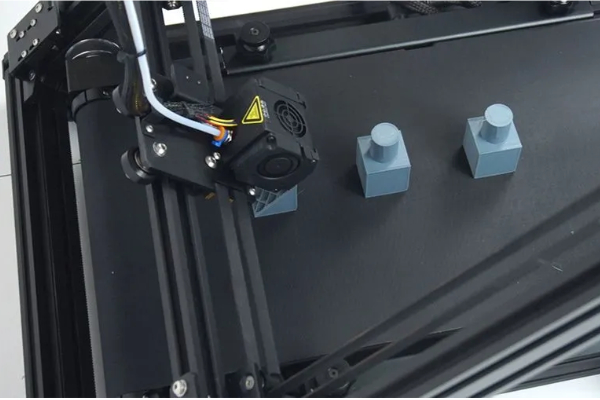
Förderbandtisch
Das Interessanteste ist der Fördertisch. Sein Design sieht beeindruckend aus.

Es gibt keine Kunststoffteile. Alles ist aus Aluminium und Stahl gefertigt.
An der Vorder- und Rückseite befinden sich die Antriebswellen, über die ein ringförmiger Riemen aus hitzebeständigem Nylon läuft. Der Gesamtumfang des Fördertisches beträgt 1100 mm.

Wenn es gespannt ist, beträgt die Länge etwa einen halben Meter. An der Vorderseite befinden sich auf beiden Seiten Schrauben zum Einstellen der Spannung. Außerdem befinden sich im oberen Teil unter dem Gürtel zwei Metallplatten.

Das Teil an der Seite des Extruders ist beheizt. Es soll das Band beim Verlegen des Kunststoffs erwärmen, um die Haftung zu verbessern. Die Höchsttemperatur beträgt 100°C. Die zweite Platte wird nicht beheizt.
In den Ecken befinden sich vier Schrauben, um die Höhe dieser Platten einzustellen; zwei für jede.

Die Schrauben haben praktische Kontermuttern.

Der Riemen wird über ein Getriebe von einem darunter verborgenen Motor angetrieben.

Kalibrierung
Die Creality 3DPrintMill wird manuell kalibriert.
Um mit der Kalibrierung zu beginnen, lockern Sie die obere Platte, indem Sie die Schraubenmuttern einstellen. Lösen Sie dann die Schrauben, so dass die Platten vollständig abgesenkt sind.

Außerdem befinden sich im unteren Teil des Portals mechanische Bewegungsbegrenzungen. Damit soll verhindert werden, dass die Düse das Tischband beschädigt.

Die Begrenzer können in der Höhe verschoben werden. Der rechte Begrenzer muss geschwächt werden.

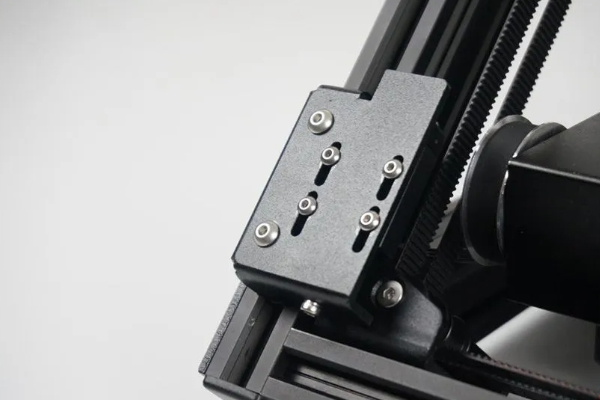
Auf der linken Seite befindet sich ein optischer Endschalter, der auch in der Höhe verschoben werden kann.

Lösen Sie dazu 4 Schrauben an der Vorderseite und drehen Sie die Schraube von unten, um sie anzuheben oder abzusenken.
Der Endschalter muss so eingestellt werden, dass während des Betriebs der Abstand zum mechanischen Anschlag nicht mehr als 0,2-0,3 mm beträgt.

In diesem Fall muss der gesamte Begrenzer in der Höhe so verschraubt werden, dass die Höhe zur Tischoberfläche etwa einen Millimeter beträgt.
Nachdem Sie den linken Begrenzer mit dem Endschalter in der Höhe eingestellt haben, befestigen Sie den rechten Begrenzer in der gleichen Höhe und mit dem gleichen Versatz.

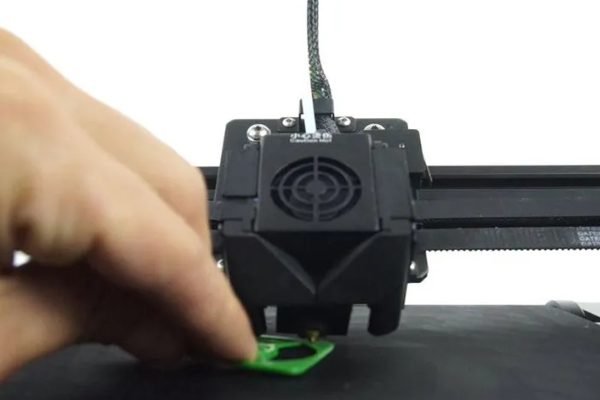
Danach verdrehen Sie mit der 0,1 mm-Sonde aus dem Bausatz die Höhe der ersten Heizplatte so, dass die Sonde mit geringem Kraftaufwand über die gesamte Breite zwischen Düse und Tischband läuft.
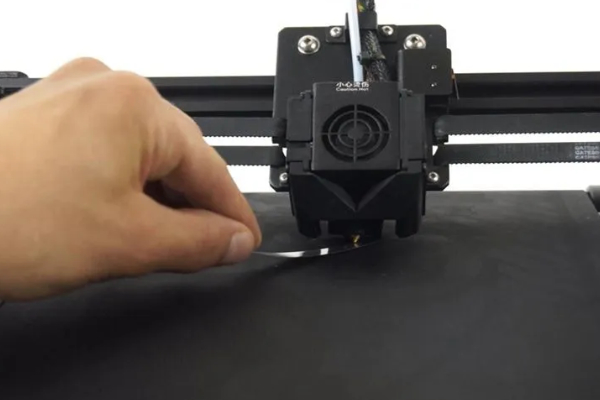
Setzen Sie die zweite Platte möglichst in der gleichen Weise wie die erste ein, damit sich lange Modelle nicht vorzeitig lösen.
Qualität des Drucks
Nachdem der Drucker zusammengebaut und kalibriert wurde, können wir mit den Drucktests fortfahren.
Wir haben Tiger3D grauen PLA-Kunststoff geladen und ein zufällig ausgewähltes Testmodell vom Flash-Laufwerk gedruckt. Der Druck einer Art geometrischen Figur begann.

Die ersten Schichten wurden normal aufgetragen. Dann begann man, das Teil in einem Winkel von 45° zu bauen.

Nach einiger Zeit wurde das Modell gedruckt.
Unmittelbar danach wurde eine weitere Kopie desselben Modells gedruckt,

und das ging so weiter…
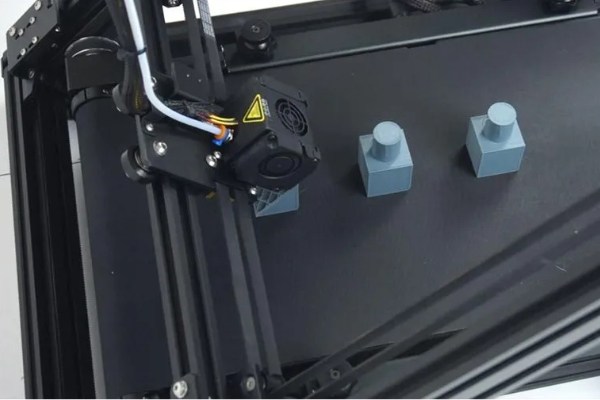
und weiter…

und mehr.

Als der Platz auf dem Tisch knapp wurde, fielen die vorderen Teile von selbst herunter.

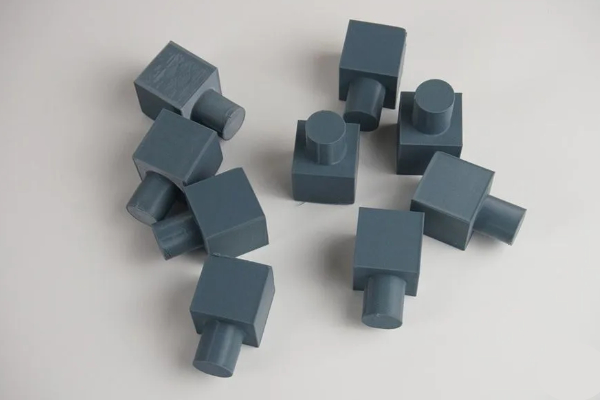
Der Testdruck ergab 10 Modelle.
Dieser Testdruck dauerte 15 Stunden.
Zunächst stellten wir fest, dass der Creality CR-30 langsam druckte. Außerdem war es offensichtlich, dass er nicht vollständig kalibriert war. Bei den meisten Modellen lagen die ersten Schichten ungleichmäßig. Danach wurde jedoch alles normal gedruckt.
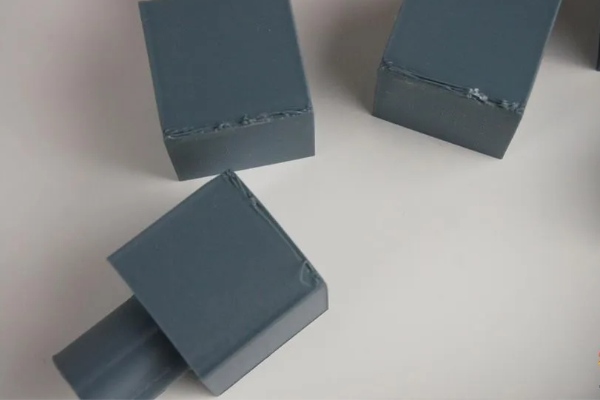

Da die Modelle mit einem geringen Anteil an Füllungen und nur zwei Außenwänden gedruckt wurden, waren einige Füllungen auf der Oberfläche sichtbar.

Der Rest der Modelle ist gut gelungen. Die Schichten sind ziemlich gleichmäßig aufgetragen, obwohl es bei einigen Modellen kleine Lücken gibt.
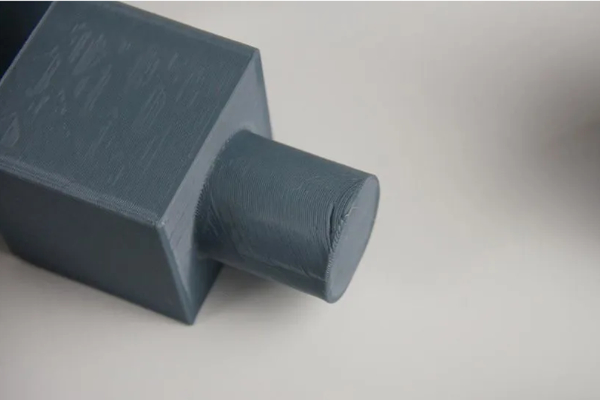
Die Lücken sind höchstwahrscheinlich auch auf eine geringe Füllung und fehlende Wände zurückzuführen.
Aufschnittmaschine
Der Creality 3DPrintFill wird mit einem proprietären Slicer namens CrealityBelt geliefert.

Dies ist im Wesentlichen eine modifizierte Version von Cura 3.6.0.
Darüber hinaus gibt es auch einen BlackBelt Slicer.
Es gibt praktisch keinen Unterschied zwischen ihnen, da Creality seinen Slicer auf der Grundlage von BlackBelt entwickelt hat. Allerdings werden sie jetzt unabhängig voneinander aktualisiert. Zum Beispiel basiert BlackBelt derzeit auf der späteren Version von Cura 3.6.2.
Kürzlich wurde der IdeaMaker Slicer so angepasst, dass er Modelle in einem Winkel von 45° schneiden kann. Allerdings fehlen immer noch einige nützliche Einstellungen für Fließbanddrucker.

Wir haben einen Creality Slicer verwendet.
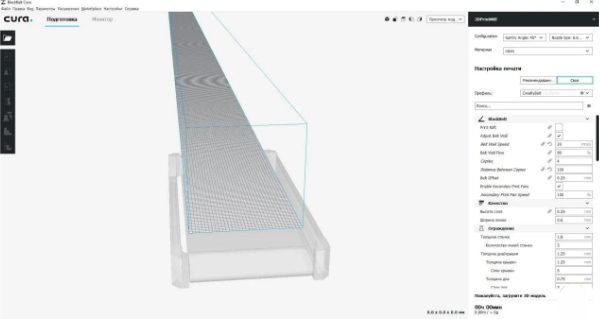
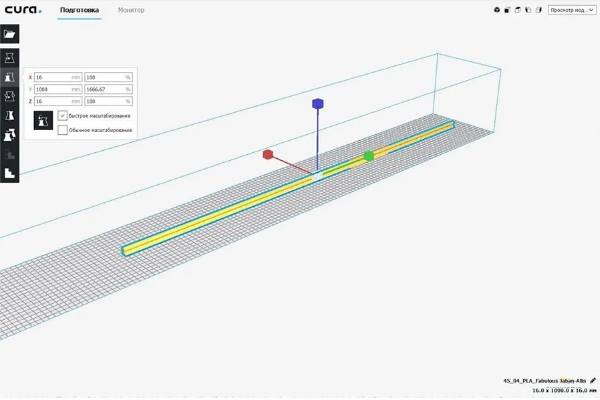
Nach der Installation haben wir ein Druckprofil, das sich auf dem USB-Stick befand, in CrealityBelt importiert. Das erste, was einem beim Importieren des Modells ins Auge fällt, ist eine unendliche Tabelle. Natürlich ist seine Länge in den Einstellungen begrenzt. Die Y-Achse ist auf 99999 mm, d.h. 100 Meter, eingestellt.
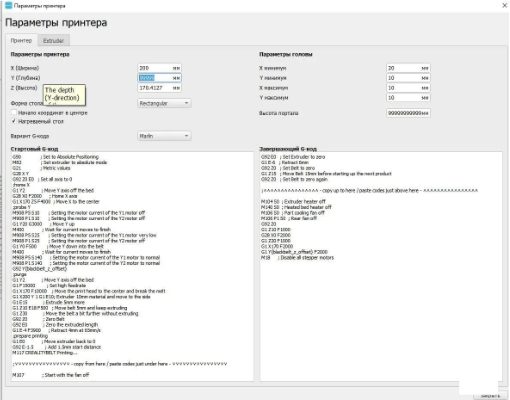
Im Slicer ist der Tisch übrigens die Y-Achse und nicht die Z-Achse wie bei einem Drucker. Trotzdem wird alles korrekt geschnitten.
Ein weiterer Unterschied zum normalen Cura ist, dass Sie oben rechts den Winkel auswählen können, in dem Sie schneiden möchten.
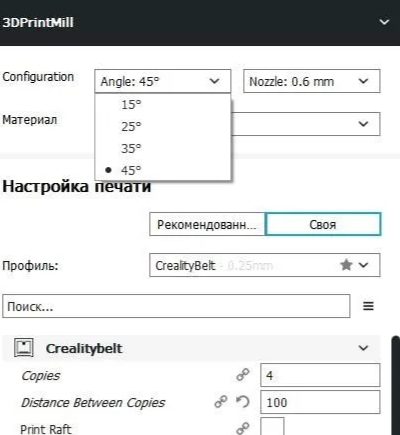
Außerdem gibt es einen ganzen Block mit zusätzlichen Einstellungen für den Förderbanddrucker. Lassen Sie uns kurz durchgehen, was die Einstellungen bewirken.

Kopien,
Hier können Sie einstellen, wie viele Kopien des Schnittmodells oder der Modelle Sie benötigen. Wenn Sie mehr als 1 einstellen, wird der Parameter Abstand zwischen den Kopien angezeigt. Sie können auch ein Floß hinzufügen und die Einstellungen (Geschwindigkeit und Durchfluss) für die Wand festlegen, die mit Anhaftung am Band gedruckt wird.

Sie können den Abstand zum Band einstellen und zusätzliche Kühlgebläse steuern.
Die übrigen Einstellungen sind in etwa die gleichen wie sonst. Tatsächlich sind viele Einstellungen, an die Sie vielleicht gewöhnt sind, einfach nicht vorhanden. So ist zum Beispiel der Block “Am Tisch kleben” mit einem Rand, einer Umrandung und einem regelmäßigen Floß komplett entfernt worden. Algorithmen zur Verbesserung der Haftung der ersten Lagen würden aber sicher nicht schaden.
Die Druckgeschwindigkeit im fertigen Profil ist, wie vom Hersteller empfohlen, sehr niedrig eingestellt.
Neujahrsstier. PLA
Wir haben leuchtend rotes ESun PLA verwendet, um eine Figur eines Neujahrsstiers zu drucken.

Dieses Modell ist recht anschaulich für den Druck bei 45°. Wenn man den Stier nach hinten stellt, scheint es, dass die minimale Neigung am Schwanz schon etwas schwierig ist.
Und für die recht starke Neigung der Zahlen auf der Vorderseite, für die bei einem normalen Drucker eine Unterstützung sinnvoll wäre, kann der CR-30 problemlos auf Gewicht drucken.

Der Bulle hat normal gedruckt. Allerdings gibt es ein paar Mängel. Es gibt eine leichte unter-Extrusion auf der Schnauze, ähnlich wie die Oberseiten der ersten Modelle.


Außerdem befinden sich dünne Schnüre von Einziehfahrwerken am Modell.

Kettenschwert
Wir haben beschlossen, ein großes Modell zu drucken. Eine der offensichtlichen Anwendungen für diesen Drucker ist der Druck von langen, einteiligen Modellen für Cosplay, wie zum Beispiel ein Schwert. Ein gewöhnliches Schwert ist irgendwie langweilig. Deshalb haben wir das Modell eines Kettenschwertes aus dem Warhammer 40.000-Universum genommen.

Wir haben sie auf 1200 Prozent erhöht, so dass sie in der Länge 955 mm beträgt. Das ist fast ein Meter.

Das Modell muss in voller Länge aus zwei Hälften gedruckt werden, damit an den Vorderseiten keine Spuren von Stützen zu sehen sind. Dazu haben wir genau die Hälfte des Modells unter die Tischoberfläche gesenkt.
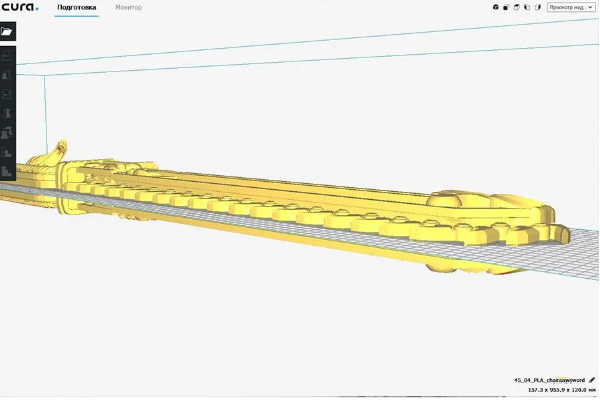
Dann haben wir das Schwert an das Siegel geschickt. Dabei wurde deutlich, dass wir uns beeilt hatten und einige Punkte nicht gut durchdacht waren. Dennoch haben wir den Druck nicht eingestellt.
Zunächst tauchten gleich mehrere Stellen auf, an denen eine Unterstützung sinnvoll wäre.
Zweitens beginnen die Zähne, die nach vorne gedreht werden, buchstäblich aus einem Tropfen Kunststoff zu drucken. Das führte dazu, dass die Spitzen der Hälfte der Zähne schief waren.
Aber wir haben weiter gedruckt.

Erster Tag…zweiter Tag…dritter Tag.
Von Zeit zu Zeit gab es kleinere Probleme, wie z. B. eine leichte Unterextrusion, und die Füllung schimmerte auf flachen Oberflächen deutlich durch.


Es gab auch kleine Fäden an einigen Stellen.
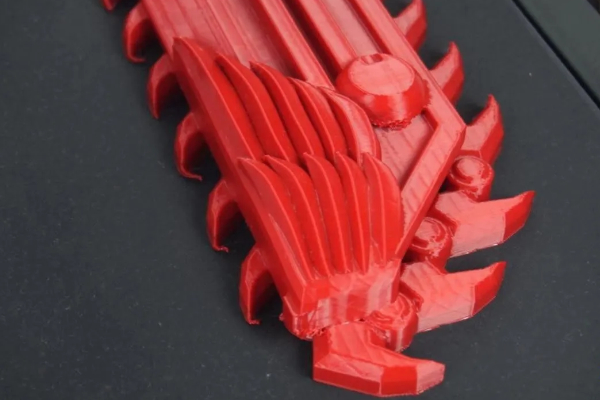
Nach 3 Tagen 10 Stunden und etwa 600 Gramm PLA-Filament war ein halber Meter Kettenschwert fertig.

Es ist schwierig, diese Dichtung als ideal zu bezeichnen. Aber die Dimensionen sind so beeindruckend, dass ich nicht einmal auf die Unzulänglichkeiten eingehen möchte.


Auf jeden Fall sind diese Modelle in der Regel stark nachbearbeitet. Das einzige, was mich wirklich verwirrt hat, war die Druckzeit. Offensichtlich sollte die zweite Hälfte nach den Tests mit erhöhter Geschwindigkeit gedruckt werden.
3DBenchy und XYZ-Würfel
Wir haben den XYZ-Würfel und das Benchy-Boot zum Druck geschickt. Eine Datei wurde so eingestellt, dass sie nach der anderen gedruckt wird.

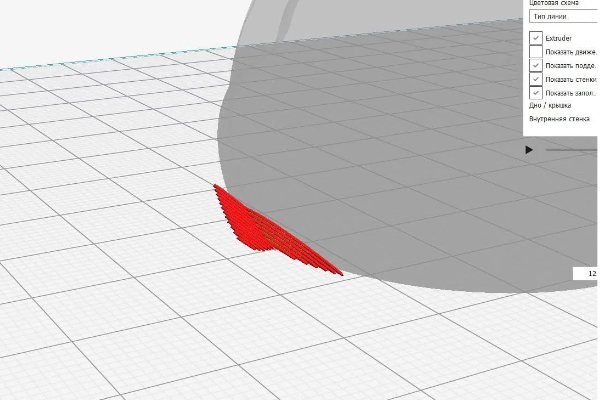
Wir haben das Benchy-Boot mit der Nase zuerst platziert. In diesem Teil hat der Benchy die stärkste Neigung, was für diesen Drucker normalerweise unmöglich ist. Daher wurde im vorderen Teil ein Block mit benutzerdefinierten Stützen hinzugefügt. Sie helfen auch bei der Haftung zu Beginn des Drucks der Bootsnase.
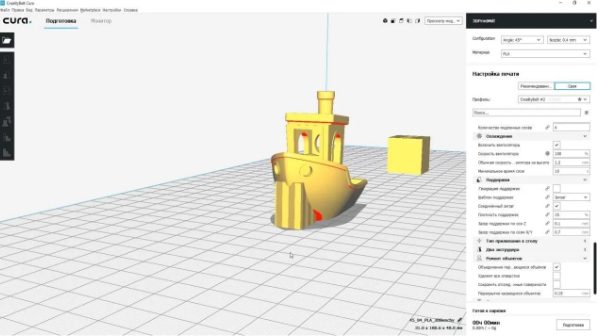
Wir erhöhten die Geschwindigkeit auf 80 mm/s und 40 mm/s für die Außenwände. Die an das Band angrenzende Wand war mit 10 mm/s immer noch am langsamsten.
Sowohl das Boot als auch der Würfel wurden gut gedruckt.


Im vorderen Teil des Würfels war die Neigung von oben zu groß. Daher hingen mehrere Linien durch.
Außerdem gibt es an einigen Stellen einen leichten Überstand. Ansonsten sieht alles gut genug und ordentlich aus.



Beim Drucken des Bootes bewegte sich die Düse entlang des Modells und ließ es leicht hin und her schwanken.
Leider sind die Abmessungen des Würfels alles andere als ideal. Sie betragen etwa 19,77 mm in der Höhe, 20,21 mm in der Breite und 19,97 mm in der Länge.



Natürlich kann man solche Probleme programmatisch kompensieren. Im Lager lässt die Genauigkeit des Druckers jedoch sehr zu wünschen übrig. Technische Modelle können zwar gedruckt werden, aber nur, wenn keine exakten Maße erforderlich sind.
Die Druckgeschwindigkeit ist leicht erhöht, aber nicht signifikant. Da die Beschleunigungen in der Firmware sehr niedrig eingestellt sind (300mm/s2), ist es nicht möglich, sie über das Druckermenü zu erhöhen. 300 ist das Maximum.
Zweite Hälfte des Kettenschwertes
Wir schnitten die andere Hälfte des Schwertes. Diesmal wurde an jedem nach vorne gedrehten Zahn ein kleiner Stützblock angebracht, so wie es bei den “Bänken” gemacht wurde. Außerdem fügten wir Unterstützung an einigen weiteren Stellen hinzu, die beim letzten Mal durchhingen.
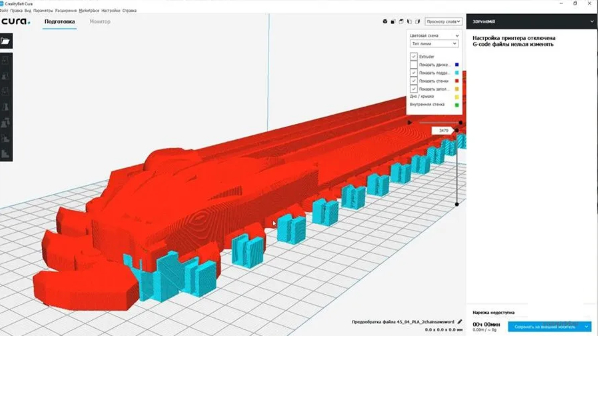
Wir erhöhten die Anzahl der Wände auf 3. Die Druckgeschwindigkeit für die Außenwände wurde auf 80 mm/s und 40 mm/s eingestellt.
Der Druck war immer noch nicht schnell und die Beschleunigungen blieben gleich. Bei solchen Abständen hat die Höchstgeschwindigkeit jedoch Zeit, sich zu steigern. Wir schickten das Modell zum Drucken. Diesmal verringerte sich die Druckzeit, aber nicht wesentlich. Sie verringerte sich nur um 10 Stunden.

Aus irgendeinem Grund hielten die Stützen an einigen Stellen nicht und mehrere Zähne erwiesen sich als verzogen. Und es gab einfach nicht genug Stützen auf dem Griff, und einige Stellen sackte dort.

Übrigens waren beide Hälften leicht gebogen, da sie nachgedruckt wurden, während sie am Drucker hingen.

Für diesen Drucker gibt es einen speziellen Block mit Rollen, der den Druck von langen Modellen erleichtert.

Sie können ein ähnliches Design selbst drucken. Die Modelle sind auf Thingiverse zu finden.

Um die beiden Hälften des Schwertes richtig zu verkleben, braucht man ein paar Klammern und guten Klebstoff oder ein Lösungsmittel wie Dichlormethan. Wir hatten keine Klammern zur Hand. Also haben wir die Hälften an einigen Stellen provisorisch mit Bändern zusammengehalten. Dadurch wurde deutlich, wie das Schwert letztendlich aussehen würde.





Das Modell weist einige Mängel auf. Bei den meisten Fehlern handelt es sich um beschädigte Zähne. Der Rest kann als ziemlich unbedeutend angesehen werden. Immerhin, wie wir bereits gesagt haben, solche Modelle implizieren Nachbearbeitung. Wenn das Schwert gut geklebt, verarbeitet, grundiert und bemalt ist, wird es sehr episch aussehen.



LowPoly-Fuchs
Dann haben wir die Geschwindigkeit mit dem gcode-Befehl auf 600 mm/s2 erhöht, indem wir den Drucker an den Computer angeschlossen haben. Wir nahmen PETG von Bestfilament und versuchten, das Low-Poly-Fuchsmodell zu drucken.

Wie sich herausstellte, handelt es sich auch hier um ein recht anschauliches Modell, das die Vor- und Nachteile eines Förderbanddruckers verdeutlicht. Auch hier erwies sich die leichte Neigung am Heck als ziemlich schwierig. Aber die Schnauze, die normalerweise der schwierigste Bereich ist, war für den Drucker überhaupt kein Problem.

Außerdem werden die Ohren nicht gleichzeitig gedruckt, sondern nacheinander. Es können also einfach keine Fäden zwischen ihnen sein.
Insgesamt ist der Fuchs sehr gut gelungen. Die Schichten sind gleichmäßig aufgetragen und es gibt keine Unterextrusion. Wir haben den Fluss in den Druckeinstellungen etwas erhöht. Die Ecken stehen nicht über und es gibt kein Echo.




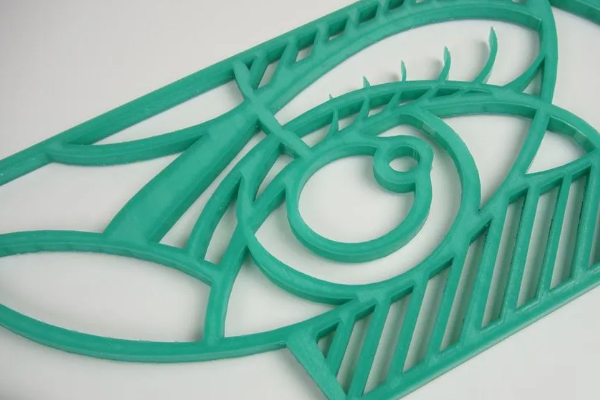
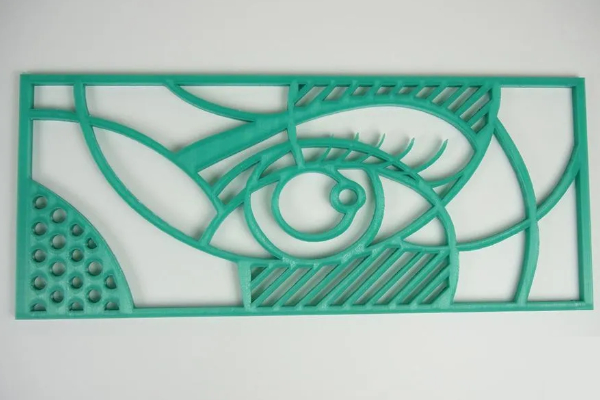
3D Geometrische Wandkunst

Als nächstes haben wir etwas Abstrakteres gewählt. Das ist ein rechteckiger Rahmen mit verschiedenen Mustern und einem Auge in der Mitte.

Wir haben das Modell auf etwa 187 mm Breite und 450 mm Länge vergrößert.

An einigen Stellen, an denen die Kreise zu drucken beginnen, haben wir kleine Schichten hinzugefügt, um die Haftung zu verbessern.

Alle Einstellungen wurden wie im vorherigen Test belassen und das Modell wurde zum Druck geschickt.
Ziemlich schnell stellten wir fest, dass bei langen Transfers die Rückzüge nicht gut zurechtkamen und kleine Tröpfchen auf den Oberflächen zurückblieben. Die übrige Druckqualität war jedoch sehr gut.
Nach etwa einem Tag wurde das Modell aus dem Drucker genommen. Wir haben auch die durchhängenden Aufrollvorrichtungen beseitigt. Und das Modell ist großartig geworden. Es gibt fast nichts zu bemängeln. Es sieht sehr schön aus.

Dichtungsband
Schließlich haben wir versucht zu sehen, ob der CR-30 mit Flex-Kunststoffen drucken kann. Wir haben ESun eTPU 95A genommen. Das Material ist von mittlerer Härte und nicht sehr schwer zu drucken. Wir haben ein einfaches Modell eines Prismas und eines Zylinders erstellt.

Nehmen wir an, es handelt sich um eine Art Dichtungsband. In einer Schneidemaschine haben wir es auf einen Meter Länge gebracht.
Die Geschwindigkeit wurde wie im Originalprofil eingestellt, und die Beschleunigung wurde bei 600 mm/s2 belassen.
Das Band wurde ohne Probleme bis zum Ende gedruckt. An ein paar Stellen gab es schwarze Punkte. Offenbar blieb manchmal der Kunststoff an der Düse hängen, brannte durch und gelangte in das Modell selbst. Aber ansonsten war alles in Ordnung. Im Einzug hat sich nichts verklemmt. Für einen Bowdenextruder mit einem so langen Teflonschlauch war das Ergebnis hervorragend.



Übrigens gibt es auf Thingiverse bereits Modelle für die Umrüstung dieses Druckers auf einen Direktextruder.
Schlussfolgerungen
Lassen Sie uns zusammenfassen.
Der Creality CR-30 3DPrintmill ist ganz offensichtlich kein Drucker für Anfänger. Außerdem gibt es selbst für einen erfahrenen Benutzer viele Probleme, mit denen er umgehen muss.

Das Design des Druckers ist ziemlich gut durchdacht. Der Fördertisch sieht sehr beeindruckend und zuverlässig aus. Die Haftung auf dem Band ist anständig, wenn man bedenkt, dass der Kunststoff schräg gestapelt ist. Um die Haftung an schwierigen Stellen zu verbessern, müssen Sie zusätzliche Hilfsmodelle oder spezielle Halterungen verwenden.
Das Band kann beschädigt werden. Wenn Sie den Drucker jedoch zu Beginn richtig kalibrieren, ist die Wahrscheinlichkeit dafür fast gleich null. Einige Spuren der gedruckten Modelle verbleiben auf dem Band, aber sie verursachen keine Probleme.

Die coreXY-Kinematik ist in diesem Fall sehr erfolgreich. Der X-Achsen-Träger mit Extruder ist leicht.
Und, wie sich herausstellte, kann der Drucker bei anständigen Geschwindigkeiten und Beschleunigungen recht gut drucken. Es sei denn, die Wände neben dem Band sollten immer langsam gedruckt werden, 10-20mm/s.

Der Slicer funktioniert, aber ich würde ihn gerne aktualisieren oder solche Drucker vollständig in Cura integrieren. Es gibt ein Plugin, aber es hat bei uns nie funktioniert.
Es gibt bestimmte Besonderheiten beim Drucken. Zum Beispiel sind viele Modelle, die normalerweise keine Unterstützung benötigen, extrem schwierig auf dem CR-30 zu drucken. Umgekehrt lässt sich eine scheinbar starke Neigung zum Portal recht einfach drucken.
Wofür kann man den Creality 3DPrintMill 3D-Drucker verwenden? Das erste, was mir einfällt, ist Cosplay.

Die Möglichkeit, lange Kunstmodelle oder mehrere Modelle nacheinander zu drucken, kann eine große Zeitersparnis bei der Nachbearbeitung und bei Modelländerungen bedeuten.

Außerdem kann ein solcher Drucker für das Bedrucken einiger Einrichtungsgegenstände oder Designermöbel geeignet sein.
Für exakte technische Modelle ist der Drucker im Lagerzustand nicht sehr geeignet. Aber wenn die Abweichung von +/- 0,2 – 0,3 mm nicht sehr wichtig ist, kann der Drucker durchaus nützlich sein.
Im Allgemeinen hat uns der Drucker gefallen, zumindest wegen seiner Originalität. Er ist sicherlich nicht universell einsetzbar, aber in manchen Situationen kann er sehr nützlich sein.
AUF CREALITY KAUFEN