

In diesem Testbericht über den Creality Ender 5 Pro geben wir Ihnen einen Überblick über den Drucker und machen eine Probefahrt damit. Lesen Sie weiter, um zu erfahren, welche Funktionen, technischen Daten und Druckqualität Sie erwarten können.
Seit einigen Jahren ist Creality führend in der Produktion von preiswerten FDM-3D-Druckern für den Heimgebrauch. Ihr beliebtester Drucker ist der Creality Ender-3.

ERHÄLTLICH BEI CREALITY
Der Ender 3 hat bereits mehrere Upgrades erhalten, wie z. B. den Creatlity Ender 3 V2, Ender 3 Pro und so weiter. Aber parallel zu ihnen gibt es eine andere Linie von Druckern – Ender-5.
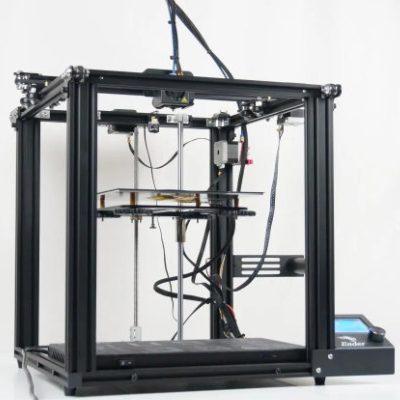
In diesem Test werden wir uns den Creality Ender-5 Pro ansehen.
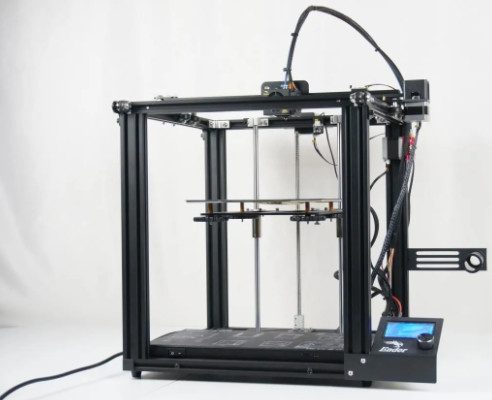
Creality Ender 5 Pro Überprüfung
[su_table]
| Formgebungstechnologie | FDM |
| Druck Größe | 220*220*300mm |
| Größe der Maschine | 552*485*510mm |
| Gesamtgewicht der Maschine | 11.8KG |
| Anzahl der Düsen | 1 |
| Dicke der Scheibe | 0,1mm-0,4mm |
| Druckverfahren | Online oder TF-Karte Offline |
| Dateiformat | STL/OBJ/AMF |
| Durchmesser des Filaments | 1,75 mm |
| Druck Präzision | ±0,1mm |
| Nennleistung | 270W |
| Durchmesser der Düse | Standard 0,4 mm, optional 0,2/0,3 mm |
| Stromzufuhr | Nennspannung 115V/230V, Ausgang 24V |
| Betriebsystem | Win XP/Vista/7/10/Mac/Linux |
| Software zum Schneiden | Cura/Repetier-Host/Simplify3d |
[/su_table]
Beginnen wir mit dem Auspacken und Zusammenbauen.
Was ist in der Box?
Der Drucker wird in einem ziemlich großen Karton in einem halb zerlegten Zustand geliefert. Hier sind die Gegenstände, die sich in der Schachtel befinden:
i) Oben ist eine ausführliche Montageanleitung und einige Papiere

ii) Dann erhalten wir den Bildschirm mit einer Halterung

iii) Ein Extrudermotor mit Zubringer

iv) Ein Mechanismus für die Z-Achse
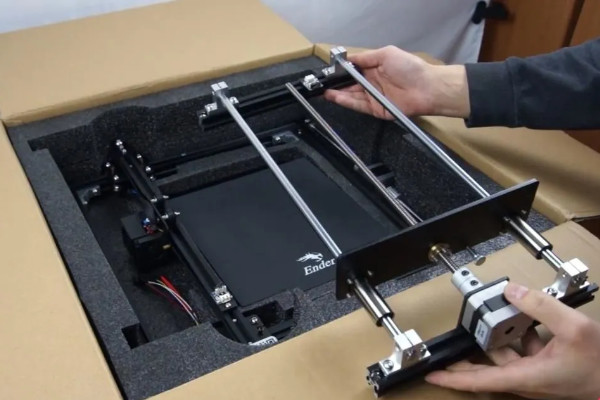
v) Ein Portal mit X- und Y-Achse, ebenfalls komplett fertiggestellt, mit Hotend und allen Bändern.

vi) Ein Tisch mit einer bereits aufgeklebten elastischen magnetischen Unterlage und einem Draht, an dessen Ende der XT60-Stecker angebracht ist.

vii) Und ganz unten in der Kiste befinden sich 4 vertikale Profile von 200 x 400 mm.

viii) Der untere Teil des Gehäuses mit dem Steuergerät und allen Kabeln.

ix) Eine 250g-Spule weißes PLA

x) Eine Kiste mit Werkzeugen und Hardware

Zusätzlich zu den Montageschrauben, dem Filamentspulenhalter und dem Netzkabel enthält der Karton noch weitere Teile:
- Ein Bündel von Krawatten
- Eine Nadel zum Reinigen einer Düse
- Ein Satz Sechsecke
- Einen Schraubenschlüssel
- Ein kleiner Schraubenzieher
- Die gebräuchlichsten Seitenschneider mit weichen blauen Griffen
- Eine Ersatzdüse
- Ein Anschlussstück für einen Teflonschlauch
- Mehrere Clips für Armaturen
- Eine 8GB microSD-Karte mit Kartenleser
- Ein einfacher Metallspatel.
Der Werkzeugsatz ist ganz normal. Nur die Pinzette fehlt.
Kontrolleinheit
Bevor wir den Drucker zusammenbauen, werfen wir einen Blick auf die Steuereinheit. Das Gerät lässt sich von unten öffnen und der Deckel wird von 4 Schrauben gehalten. Die Einheit enthält sowohl das Netzteil als auch die Steuerplatine.

Das Netzteil ist ein 24V 350W Gerät in einem flachen Gehäuse. Dies ist für Drucker mit diesem Druckbereich durchaus üblich.
Im Gegensatz zu den Ender-3 Pro-Druckern, die mit Mean Well-Netzteilen ausgestattet sind, stammt das Netzteil des Ender 5 Pro jedoch von Lian Lida.

Wir waren von der Steuerplatine nicht beeindruckt. Während Creality bereits 32-Bit-Platinen auf der Basis von STM32-Mikrocontrollern anbietet, die auf dem Ender-3 installiert sind, hat der Ender 5 Pro eine veraltete 8-Bit-Platine.

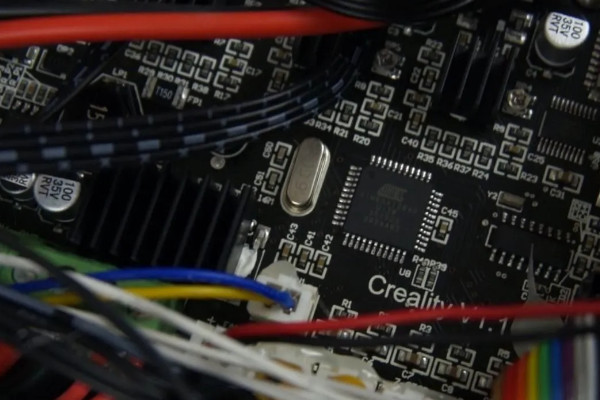
Ich bin froh, dass die auf die Platine gelöteten Treiber nicht die lauten A4988 sind, sondern die bereits leisen TMC2208. Allerdings sind sie auch nicht die modernsten. Außerdem sind sie im sogenannten Standalone-Modus angeschlossen. Das bedeutet, dass es keine Möglichkeit gibt, ihre Funktionalität voll zu nutzen.
Montage
Der Zusammenbau ist nicht schwierig, vor allem wenn Sie die Schritt-für-Schritt-Anleitung befolgen.
Befestigen Sie zunächst 4 vertikale Pfosten am Boden.
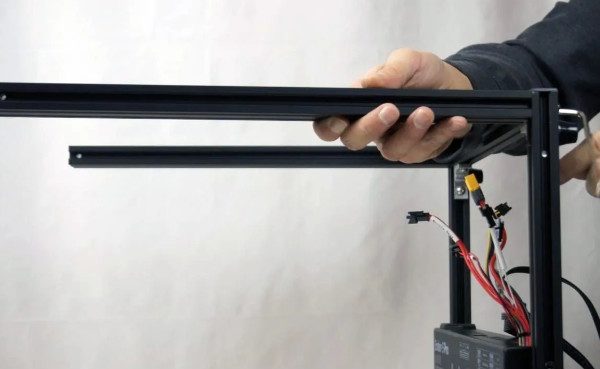
Anschließend wird das Portal von oben eingebaut und mit Schrauben befestigt.

Befestigen Sie den Z-Achsen-Mechanismus mit 4 Schrauben an der Rückwand des Druckers.

Befestigen Sie den Tisch mit dem Rahmen an diesem Mechanismus.

Befestigen Sie an einem der vertikalen Profile den Extrudermotor mit der Zuführung an den Schrauben mit T-Muttern.

Stecken Sie einen Teflonschlauch hinein und befestigen Sie die Armatur mit einem Kunststoffwinkel aus dem Bausatz.

Installieren Sie den Filamentspulenhalter unter der Zuführung

Installieren Sie den Bildschirm an der Vorderseite des Druckers.

Danach müssen Sie nur noch alle Drähte so anschließen und führen, dass sie die Bewegung der Druckerkomponenten nicht behindern.
Alle Drähte sind gekennzeichnet. Daher sollte es keine Schwierigkeiten beim Anschließen geben.


Mechanik
Der Drucker ist nun zusammengebaut. Schauen wir ihn uns genauer an.
Die Elektronik haben wir bereits gesehen. Kommen wir nun zur Mechanik.
Die Druckfläche beträgt 220 x 220 x 300 mm.

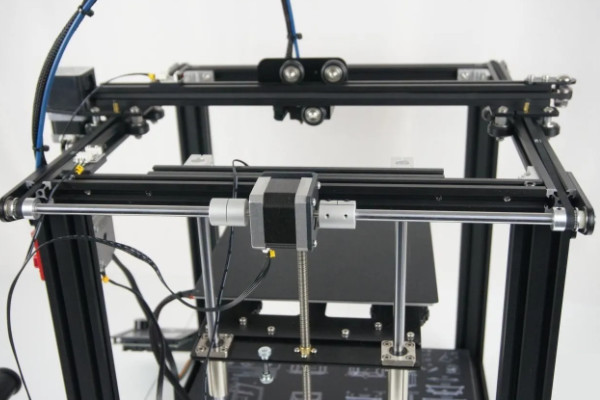
Der Drucker verwendet eine kartesische Kinematik, die allgemein als MakerBot bezeichnet wird, nach dem Unternehmen, das sie als erstes einsetzte.

Die Kinematik ist einfach und recht zuverlässig. Sie ist jedoch bei weitem nicht die schnellste, denn wenn die Y-Achse bewegt wird, bewegt sich der Motor der X-Achse zusammen mit dem Extruder und dem Strahl.

Mit dem OpenBuilds-System werden die X- und Y-Achsen bewegt, d. h. Rollen, die auf V-förmigen Aluminiumprofilen abrollen.

Es gibt 4 Rollen auf zwei Y-Achsen-Schlitten und 3 Rollen auf einem X-Achsen-Schlitten.

Alle Schlitten sind auf einer Seite mit Exzentern versehen, mit denen Sie den Druck der Rollen einstellen können.

Bei allen Druckern mit einem solchen Übertragungssystem müssen Sie vor dem ersten Start prüfen, ob die Walzen richtig ausgerichtet sind. Falls erforderlich, justieren Sie sie.
Die Walzen sollten so gepresst werden, dass nichts baumelt, aber auch nichts klemmt. Schließlich wirkt sich dies direkt auf die Druckqualität und die Haltbarkeit der Walzen aus.

In unserem Fall mussten wir nur die Rollen des X-Achsen-Schlittens etwas lockern.
Überprüfen Sie auch die Riemenspannung. Auf der X-Achse befindet sich ein Riemen. Seine Spannung wird durch die Verschiebung der Gegenrolle auf einer kleinen Plattform erreicht.

Die Y-Achse hat zwei Riemen, die ebenfalls gespannt sind. Beachten Sie jedoch, dass ihre Spannung so gleich wie möglich sein sollte.


Beide Achsen werden von NEMA17-Motoren angetrieben. Bei der X-Achse ist der Motor normal.

Bei der Y-Achse mit durchgehender Welle ist der Motor in der Mitte befestigt.
Die Entscheidung ist ganz logisch.
Die Z-Achse ist anders ausgeführt. Sie läuft auf zwei 10-mm-Linearlagerwellen und wird von einem NEMA17-Motor über eine 8-mm-Zweikantschraube angetrieben.

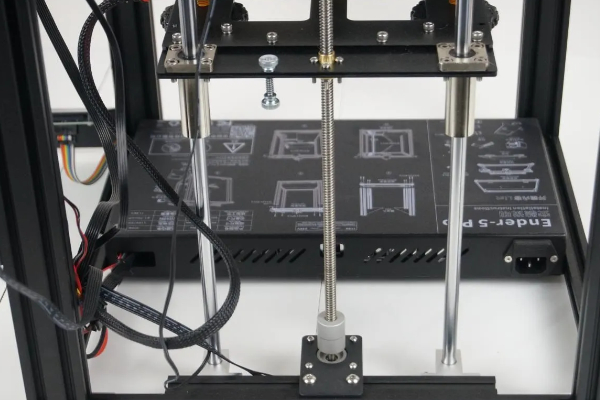
Die Kupplung, die den Motor mit der Schnecke verbindet, ist starr geteilt.

Die Messingmutter ist normal und wird auf der Tischplatte befestigt.

Die Plattform ist aus 4 mm starkem Aluminiumblech gefertigt.

Es gibt keine Versteifungen. Die Plattform ist absolut flach. Auf den ersten Blick sieht sie nicht sehr zuverlässig aus.

Mit Blick auf die Zukunft können wir jedoch sagen, dass dies keinen Einfluss auf die Qualität des Drucks und die Stapelung der Schichten hat. Es ist jedoch nicht überflüssig, ihn zu verstärken.
Der beheizte Tisch ist auf die gleiche Weise hergestellt wie der Ender-3 Pro. Es ist ein 3 mm dickes Aluminiumblech mit einer magnetischen Oberfläche aufgeklebt. Von oben wird ein flexibles Substrat mit einer Haftschicht darauf “magnetisiert”.

Die vom Tisch wegführenden Drähte sind in keiner Weise gesichert.

Natürlich führt der Tisch bei einer solchen Kinematik nicht ständig schnelle Bewegungen aus. Das ist aber immer noch nicht sicher.
Kalibrieren des Druckers
Es gibt keine automatische Kalibrierung des Druckbetts.
Sie müssen den Schlitten in den Ecken und in der Mitte des Tisches manuell bewegen, ein Stück Papier unter die Düse legen und an den großen, bequemen Einstellknöpfen drehen, bis der gleiche Druck auf der gesamten Fläche erreicht ist. Das Papier sollte sich mit geringem Widerstand bewegen.

Im Allgemeinen ist dies ein Standardverfahren.
Gestaltung
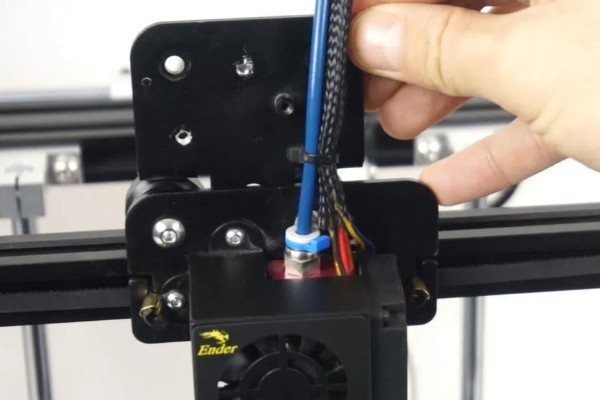
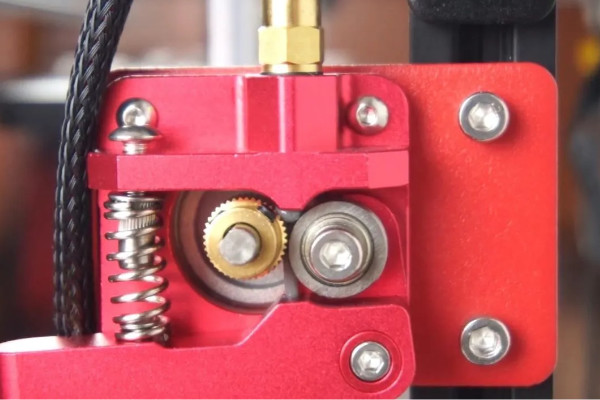
Auf dem Drucker ist ein Bowdenextruder installiert. Der Zuführungsmechanismus befindet sich auf dem Druckergehäuse, und das Filament wird über einen ziemlich langen Teflonschlauch zum heißen Ende geführt.
Bei der Zuführung handelt es sich um eine MK8 aus Aluminium. Die meisten Hersteller versuchen jedoch, diese nicht mehr zu verwenden, und sind schon lange auf Getriebespeiser wie Titan oder BMG sowie andere moderne Lösungen umgestiegen.

Der MK8 funktioniert natürlich auch und erfüllt seine Aufgaben. Allerdings hat er Probleme beim Bedrucken von weichen Flex-Kunststoffen.
Sie können den Druck des Vorschubgetriebes auf die Gegenwalze einstellen.
Das Heizelement ist das gleiche wie das des Ender-3, also das CR10.
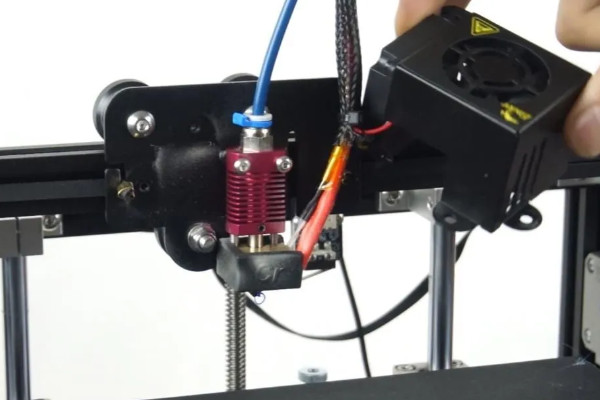
Auch wenn es nicht die modernste Lösung ist, funktioniert dieses Hotend bei anderen Modellen normal. Bei richtiger Anwendung verursacht es keine größeren Probleme. Der Teflonschlauch führt direkt zur Düse.
Übrigens ist es bei solchen Hotends ratsam, vor der ersten Versiegelung ein Teflonrohr zu besorgen und zu prüfen, wie es geschnitten wurde. Der Schnitt sollte so flach wie möglich sein. Andernfalls kann das Rohr nicht richtig an der Düse anliegen, und es entstehen Pfropfen.

Unser Rohr war ziemlich gerade. Vorsichtshalber haben wir es aber noch zurechtgeschnitten.
Die Oberseite des Hotends ist mit einer Metallverkleidung versehen.

Ein herkömmlicher 4010-Axiallüfter wird zur Kühlung des Hotend-Kühlers verwendet.
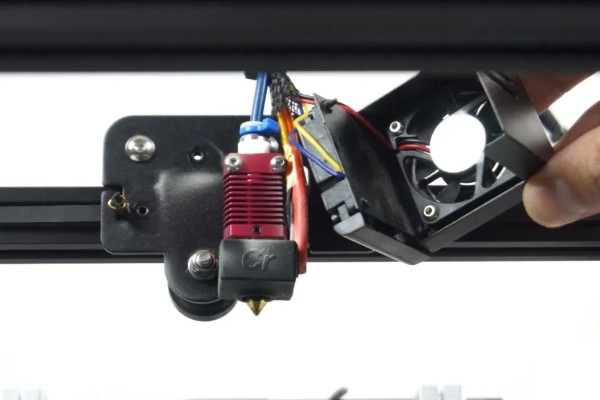
Ein 4010-Turbinengebläse bläst das Modell an.
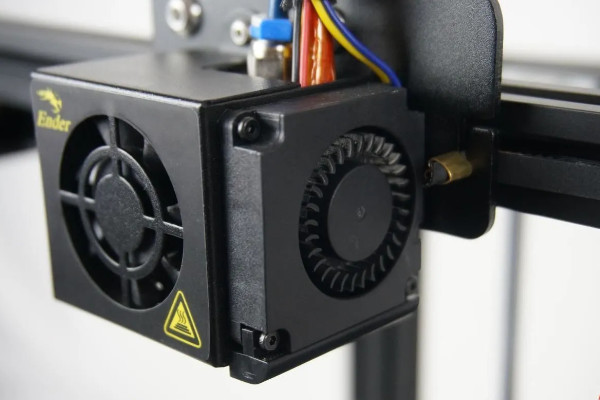
Die Abdeckhaube ist genau die gleiche wie beim Ender-3. Die Abdeckung hat einen altbekannten Nachteil: Das Kühlgebläse des Kühlers bläst nach unten auf das Modell und kann beim Druck mit Kunststoffen, die zum Schrumpfen neigen und nicht geblasen werden müssen, Schwierigkeiten verursachen.

Andererseits gibt es im Internet viele alternative Airflows für den Ender. Zu beachten ist nur, dass das Tretlager beim Ender-5 länger ist als beim Ender-3 und viele Airflow-Modelle rechts am Tretlager befestigt sind.

Sie müssen das Modell wählen, das für diesen Drucker geeignet ist.

Was die Festigkeit des Rahmens des gesamten Druckers angeht, ist alles in Ordnung. Dank des 20 x 40 mm großen Profils, das als Ständer verwendet wird, ist der gesamte Rahmen stabil und wackelt nicht.
Der Drucker wird über einen einfachen berührungslosen Bildschirm 12864 mit einem Encoder gesteuert.

Für manche mag dies ein Minuspunkt sein. Die Praxis zeigt jedoch, dass solche Bildschirme stabil funktionieren, den Druck in keiner Weise beeinträchtigen und einen recht großen Funktionsumfang haben.
Siegel
Schalten wir den Drucker ein und versuchen zu drucken.
Die Einschalttaste, ein Steckplatz für eine MicroSD-Karte und ein MiniUSB-Anschluss für die Verbindung mit einem Computer befinden sich praktischerweise auf der Vorderseite der Steuereinheit.


Wir schickten alle Achsen nach Hause und sahen uns mit dem ersten Problem konfrontiert: Die Enden der X- und Y-Achse befinden sich auf der rechten bzw. hinteren Seite.

In diesem Fall werden den Achsen durch Anklicken die Nullkoordinaten zugewiesen. Normalerweise befinden sich die Nullpunkte auf der linken Vorderseite und alle Slicer sind für diese Position ausgelegt. Folglich werden die Modelle bei der Einstellung im Standard-Slicer hin und her gedruckt.
Die Lösung?
Es war nicht möglich, die Endschalter an einer anderen Stelle zu installieren. Daher haben wir die Firmware so konfiguriert, dass beim Anklicken die Endkoordinaten und nicht die Anfangskoordinaten zugewiesen werden. Das ist nicht sehr bequem, aber auch nicht kritisch.
Qualität des Drucks
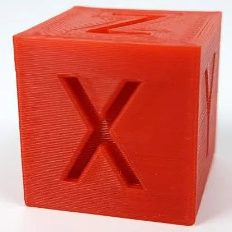
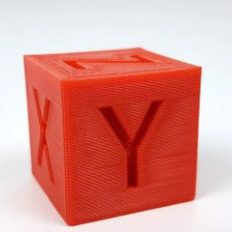
Wir haben das Druckbett kalibriert, rotes Overture PLA geladen und einige Routinetests gedruckt. Wir haben einen XYZ-Würfel, ein Benchy-Boot, einen Low-Poly-Fuchs und eine kleine Vase im Spiralmodus gedruckt. Die Modelle sind Standardmodelle, aber sie können zeigen, wie gut der Drucker drucken kann.
Die Geschwindigkeit war auf durchschnittlich 30 mm/s für die Außenkonturen und 60 mm/s für alles andere eingestellt.
Das Ergebnis war sehr anständig.
Der Würfel ist gleichmäßig, die Ecken stehen nicht ab, die Schichten sind recht gleichmäßig aufgetragen und es gibt kein Echo. Die Größenabweichungen sind innerhalb eines Zehntels unbedeutend.




Mit dem Benchy-Boot war auch alles in Ordnung.
Es gibt überhaupt keine Schnüre. Sogar der Luftstrom war bei starker Neigung von vorne ausreichend. Allerdings muss man bedenken, dass diese Seite des Bootes direkt dem Lüfter zugewandt war. Auch die Fenster sind gut gelungen. Es gibt keine Anzeichen von Durchhängen.



Schließlich druckten wir den Fuchs mit der Schnauze zum Gebläse gerichtet. Das Ergebnis ist großartig. Alles ist glatt. Die Naht an den Übergängen zwischen den Schichten ist fast unsichtbar.




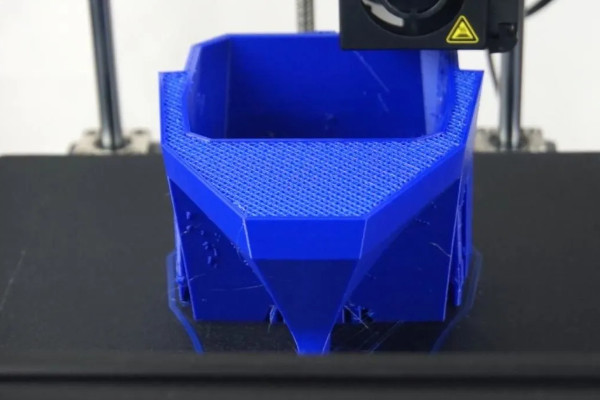
Und es gibt keine Beanstandungen an der Vase. Die Schichten sind gleichmäßig aufgetragen und es gibt nicht einen einzigen Makel auf allen Oberflächen.



Modelle drucken
Wir haben Esun gray PLA + geladen und versucht, ein interessanteres Modell zu drucken; das Osterei von Makers Muse.
Das Modell besteht aus drei Teilen, die ineinander gedruckt werden und sich nicht gegenseitig berühren. Nach dem Druck sollten sich diese Teile drehen können.
Wir haben das Modell auf 200% vergrößert. Dadurch wurden auch die Abstände zwischen den Teilen größer. Dies ist jedoch ein recht komplexes Modell.
Die meisten Modelle wurden ohne Probleme gedruckt. Von oben, wo starke Steigungen beginnen, traten Schwierigkeiten auf. Die Kanten bogen sich auf, die Düse berührte sie und die dünnen hohen Teile schwankten ein wenig. Dadurch sind an einigen Stellen überstehende Schichten sichtbar.
Das Modell wurde jedoch bis zum Ende gedruckt und begann sofort zu arbeiten, als es vom Tisch genommen wurde. Alle Teile können sich frei bewegen.



Das nächste Modell ist ebenfalls fertig gedruckt. Es ist eine faltbare Box mit vielen beweglichen Gelenken. Alle Teile sind durch kleine Steckbrücken miteinander verbunden, damit beim Drucken nichts herunterfällt. Dann werden sie aus dem gedruckten Modell entfernt.
Beim Druck dieses Modells gab es keine Probleme. Einige Schichten, die in schwierigen Bereichen lagen, wölben sich ein wenig. Aber alle Mechanismen funktionieren. Nichts klebt zusammen. Die Box lässt sich aufklappen und zusammenbauen, wie sie soll.





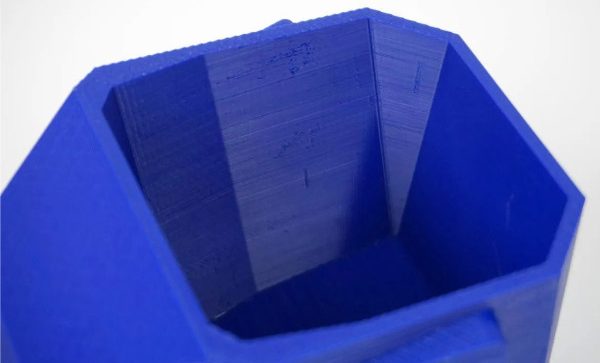
Wir haben auch versucht, mit ESUN blue PETG zu drucken. Und hier fingen die ersten Schwierigkeiten an. Egal, wie sehr wir uns bemühten, das Filament trat während des Transfers ständig aus der Düse aus. Weder verschiedene Rückzugseinstellungen, noch die Temperatur, noch das Kombinieren, noch die Änderung der Druckgeschwindigkeit halfen.
Die Wände der Modelle wurden gut. Allerdings traten an den Deckeln immer wieder Unterextrusion auf und in den Löchern bildeten sich Fäden.


Nachdem wir irgendwie die Einstellungen gewählt hatten, riskierten wir den Druck eines größeren Modells.
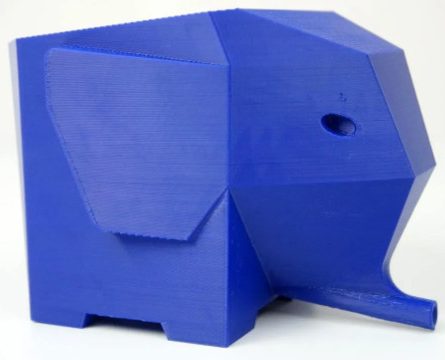
Hier ist der Elefant.

Dies ist nicht nur eine Figur, sondern kann auch zur Aufbewahrung von Besteck verwendet werden.

Sein Rumpf ist so konzipiert, dass er über dem Waschbecken hängt und das Wasser von nassen Gabeln und Löffeln durch ihn hindurchfließt.

Der Elefant ist mit Stützen an der Unterseite und unter den Ohren bedruckt. Aus Versehen haben wir die Stützen im Inneren des Rüssels gelassen.
Schon während des Druckvorgangs war klar, dass er nicht perfekt wird. Bei den Übertragungen blieben überall kleine Einschnitte aus Kunststoff zurück, vor allem im Inneren. Es gelang uns jedoch, die Unterextrusion an den Deckeln zu beseitigen.
Die Stützen an der Unterseite und an den Ohren ließen sich problemlos abnehmen.
Die Stützen am Kofferraum waren schwieriger zu entfernen. Von unten saßen die Stützen ziemlich fest und mussten mit Seitenschneidern entfernt werden. Und es stellte sich heraus, dass es generell sehr schwierig war, die Stützen vom Rüssel zu lösen. Das Ergebnis war, dass der Rüssel des Elefanten versehentlich gebrochen war und mit Sekundenkleber wieder angeklebt werden musste.
Außerdem musste ich die Anhäufungen von Plastik an den Wänden entfernen. Das war jedoch nicht schwierig.

Hier ist schließlich das Elefantenmodell. Wenn man nicht genau hinsieht, ist alles in Ordnung. Aber bei genauerem Hinsehen gibt es viele kleine Mängel. Zum Beispiel gibt es Spuren von Durchhängen und die Flächen über den Stützen lassen zu wünschen übrig.
Das Modell kann seine Aufgaben erfüllen, aber es sieht nicht wirklich gut aus.


Als nächstes wollten wir den Flex-Kunststoffdruck testen. Wir wissen bereits, dass der Feeder und der lange Teflonschlauch dafür nicht besonders geeignet sind.
Wir haben uns für Esun eTPU 95A entschieden. Das ist nicht das weichste Material, und es bestand die Hoffnung, dass der Drucker damit zurechtkommen würde. Wir haben einen Reifen auf die Dichtung für eine kleine Schreibmaschine gelegt.
Das ursprüngliche Modell ist sehr klein. Deshalb haben wir seine Größe verdoppelt. Außerdem haben wir die Geschwindigkeit auf 10 mm/s für die Außenkonturen und 20 mm/s für alles andere reduziert. Die Kombination wurde überall eingerichtet, um unnötige Übertragungen zu vermeiden.
Der Drucker hat diese Aufgabe gut gemeistert. Der Reifen ist von hoher Qualität und es gibt keinen einzigen Durchgang. Die Lagen wurden flach gelegt und die Deckel normal geschlossen. Sogar die Naht ist fast unsichtbar.




Wir beschlossen, die Druckgeschwindigkeit zu verdoppeln. Als wir dies taten, konnte der Drucker nicht mehr mithalten. Zunächst ging alles gut. Doch schon bald verkeilte sich die Folie im Einzug und der Druck endete dort.

Das war zu erwarten.
Als Nächstes haben wir rosa MatterHackers ABS geladen. Denken Sie daran, dass es auf einem offenen Drucker und sogar mit einer durchgehenden thermischen Barriere mit einem Teflonschlauch nicht wünschenswert ist, mit ABS-Kunststoff zu drucken. Aber wir haben uns entschlossen, es zu versuchen. Außerdem hat ABS von Hatchbox eine recht niedrige Drucktemperatur von 235°C, genau wie PETG.
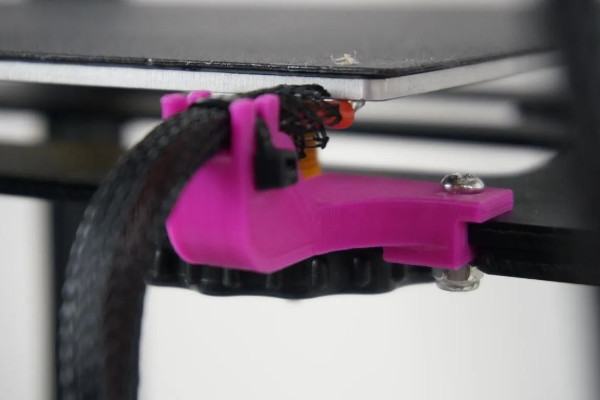
Wir beschlossen, ein paar kleine Änderungen für den Drucker zu drucken. Die Farbe ist nicht sehr passend, aber das ist nicht wichtig. Die erste ist eine Halterung für die Drähte des Druckbetts.

Für jeden Feuerwehrmann haben wir auf einem Floß und mit Stützen gedruckt. Der Luftstrom wurde ausgeschaltet.
Das Modell ist gut gelungen. Die Stützen und das Floß ließen sich ohne Probleme voneinander trennen. Allerdings war die Oberfläche über dem Floß nicht schön.

Die Halterung passt und hält die Drähte an ihrem Platz.

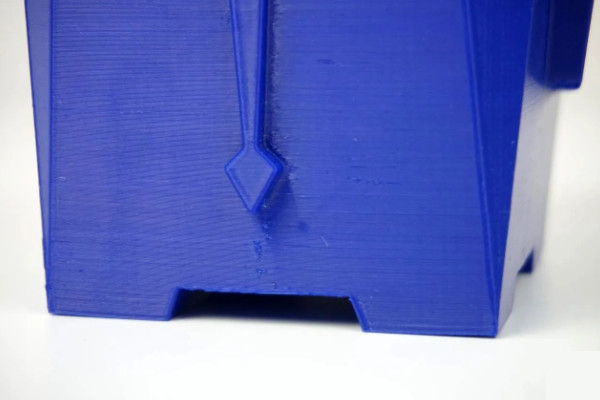
Das zweite Modell ist eine Bildschirmabdeckung. Die Änderung ist rein dekorativ. Es wurde ohne Floß auf einem sauberen Tisch gedruckt.
Der Deckel klebte gut. Auch die Ecken haben sich beim Druck nicht verbogen.

Die Qualität ist insgesamt annehmbar. Zwar gab es bei den Übertragungen an einigen Stellen kleine Kunststoffflecken, aber die waren leicht zu reinigen.




Der Deckel ist für den Ender-3 Drucker. Daher passt er, wie erwartet, nicht ganz auf den Ender-5 Pro. Außerdem steht er leicht über.


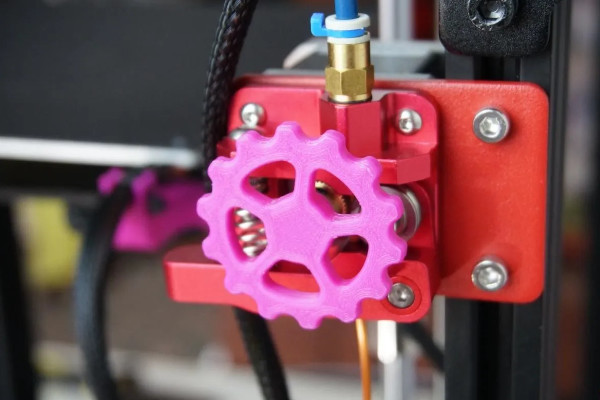
Das dritte Modell ist ein Rad für den Vorschubmechanismus. Mit dem Rad können Sie den Kunststoff bequemer manuell vorschieben. Während des Drucks können Sie sehen, wie der Vorschub erfolgt.


Das Rad ist gut bedruckt. Es passt gut und funktioniert, wie es sollte.
Und das neueste Modell ist ein leicht verbesserter Luftstrom.



Das Modell wurde gut gedruckt. Bei der Installation stellte sich jedoch heraus, dass es kurz war und gegen den Heizblock gedrückt wurde. Dies bedeutet, dass es für eine Weile funktionieren wird, aber wahrscheinlich schnell schmelzen wird, vor allem, wenn Sie mit Luftstrom aus drucken.






Schlussfolgerung
Okay, fassen wir zusammen.
Der Drucker ist nicht perfekt. Einige Lösungen sind stark veraltet und der Creality Ender-5 Pro bettelt darum, modifiziert zu werden. Die Community dieses Druckers ist ziemlich groß und es wird bestimmt keinen Mangel an fertigen Modellen geben.
Einige der Teile für Modifikationen sind im Ender-3 zu finden. Zum Beispiel gibt es an der Steuerplatine des Druckers etwas zu ändern. Fast alle Firmen, die Steuerplatinen herstellen, haben bereits Versionen speziell für Enders herausgebracht. Man muss nur alle Drähte vertauschen, die neue Platine an der alten Stelle einbauen und fertig ist man.
Trotz des unprätentiösen Extruders und der Zuführung erledigt der Ender-5 Pro seine Aufgabe gut. Schwierigkeiten hatten wir nur mit PETG-Kunststoff. Selbst mit flexiblem Material mittlerer Härte bei niedrigen Geschwindigkeiten kann der Drucker normal drucken.
Das Gehäuse des Druckers ist robust und zuverlässig. Jeder Kunststoff lässt sich leicht auf das magnetische Substrat kleben, und die Modelle lassen sich leicht abnehmen. Das Substrat löst sich nicht vom Tisch ab, auch nicht beim Drucken mit ABS-Kunststoff und einer Temperatur von 100°C. Der Drucker ist dank der TMC2208-Treiber sehr leise.
Im Allgemeinen war der Creality Ender-5 Pro weder beeindruckend noch enttäuschend. Er druckt einfach gut, wenn auch nicht schnell.
ERHÄLTLICH BEI CREALITY