

Möchten Sie mehr über 3D-Drucktechnologien für den Metallguss erfahren? Lesen Sie unseren Leitfaden für Einsteiger.
In diesem Artikel geben wir einen Überblick über herkömmliche Gusstechnologien und wie sie sich durch den Einsatz von 3D-Druckern verändern. Außerdem erfahren wir, welche der heute auf dem Markt erhältlichen 3D-Drucker für das Spritzgießen geeignet sind.
Was ist Casting?
Eine Gießerei ist eine Fabrik, in der Gussstücke durch das Schmelzen von Metall, das Gießen von flüssigem Metall in eine Form und das anschließende Erstarrenlassen hergestellt werden. Das Endprodukt der Gießereiproduktion sind Gussstücke, d. h. zukünftige Teile oder Rohlinge. Die Gussstücke können einige Gramm bis zu mehreren hundert Tonnen wiegen.
Gussstücke werden vor allem in Fabriken verwendet, die Werkzeugmaschinen herstellen. Die Produktionsmethode unterscheidet sich von anderen durch folgende Merkmale:
1) Man kann Produkte mit einer Masse von einigen Gramm bis zu Hunderten von Tonnen erhalten. Diese Produkte können eine komplexe Geometrie und verschiedene mechanische und betriebliche Eigenschaften aufweisen.
2) Sie können Produkte erhalten, deren Materialien oder Abmessungen die Herstellung mit anderen Methoden unmöglich oder unrentabel machen.
3) Die Gussstücke kommen in Größe und Form den Fertigerzeugnissen so nahe wie möglich. Dies ist nicht der Fall bei Rohlingen, die durch volumetrisches Warmpressen oder Schmieden hergestellt werden.
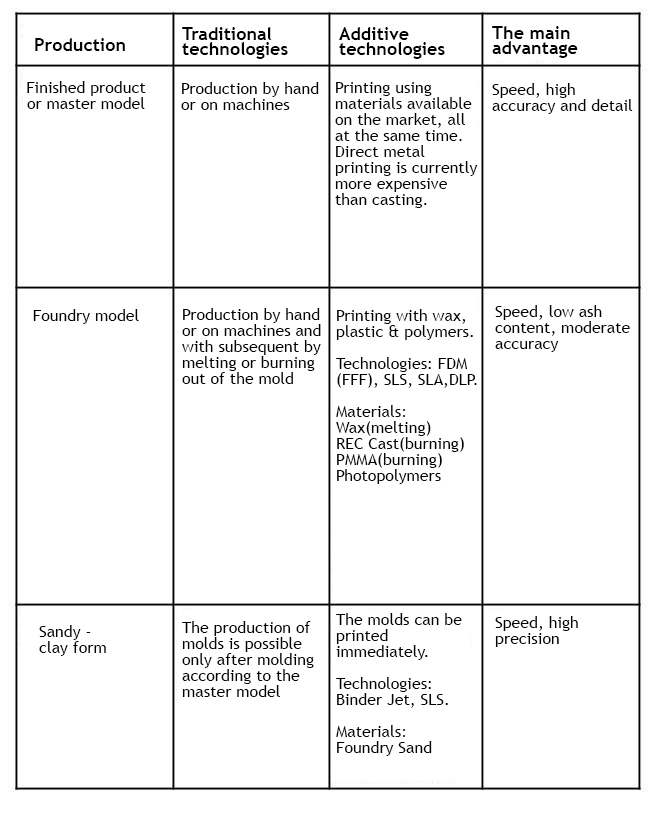
Gussteile vs. traditionelle Technologie
Beim traditionellen Gießverfahren kann das Urmodell von Hand oder durch maschinelle Bearbeitung hergestellt werden. Einige Formen können jedoch nicht manuell hergestellt werden. Zur Herstellung von Urmodellen werden fünfachsige CNC-Bearbeitungszentren eingesetzt. Dadurch werden die Möglichkeiten zur Herstellung von Gegenständen mit verschiedenen komplexen Formen erheblich verbessert.
Die Herstellung einer solchen Schablone oder eines Urmodells ist jedoch sehr teuer. Daher ist diese Möglichkeit der Beschaffung eines Gussteils für die Massenproduktion von Bedeutung, aber für die kleine und mittlere Produktion wirtschaftlich nicht machbar. Für die beiden letztgenannten Optionen wäre es besser, einen 3D-Drucker zu verwenden.

Diagramm, das zeigt, wie die Kosten eines Modells von der Anzahl der produzierten Exemplare abhängen und wo der Einsatz von additiven Technologien rationeller ist.
Gussproduktion durch Einsatz additiver Technologien
Eine der Fragen, mit denen sich Gießereitechnologen auseinandersetzen müssen, ist die Minimierung arbeitsintensiver Vorgänge bei der Bearbeitung von Werkstücken. Dies wird dadurch gelöst, dass die Gussteile so nah wie möglich an den Parametern des gewünschten Teils liegen sollten, was ebenfalls Geld und Zeit spart. Hier kommen Innovationen in Form von additiven Technologien zum Einsatz.
Die additiven Technologien beschleunigen den technischen Prozess und umgehen die traditionellen ersten Schritte der Gussfertigungstechnologie. Durch diese Technologien kann die Herstellung des gewünschten Gussmodells oder der Form in einem Arbeitsgang erfolgen.

Im roten Bereich – dem traditionellen Gießverfahren – und im grünen und blauen Bereich – dem Gießen mit additiven Technologien – verkürzt sich die Produktionszeit um das 2-6fache.
Der direkte Metalldruck von Produkten, der in vielen modernen Industrien eingesetzt wird, ist aus wirtschaftlicher Sicht teurer als das traditionelle Gießen. Daher ist der 3D-Druck von Modellen durch Schmelzen und Brennen sowie die Synthese von gießfertigen Formen und Kernen von besonderem Interesse.

Das Spritzgießen mit additiven Technologien ist kostengünstiger als der Direktdruck.
Anwendungsbereiche
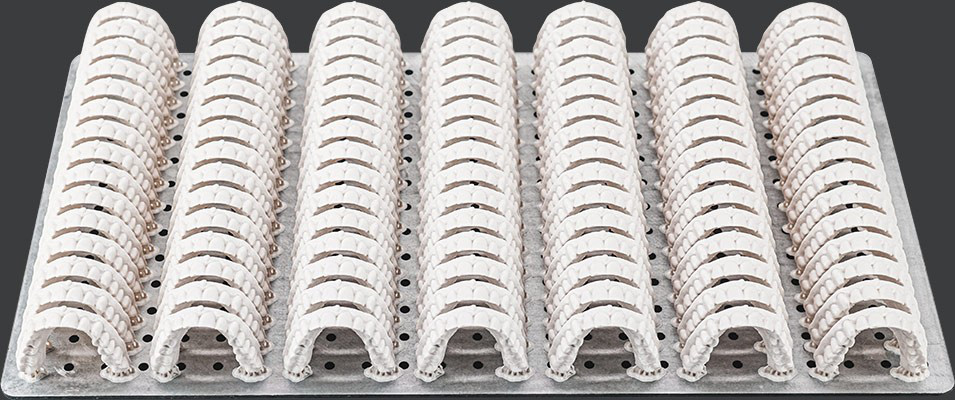
3D-gedruckte Urmodelle und Spritzgussformen werden in Schmuckfabriken, bei der Herstellung von zahnmedizinischen Formen und orthopädischen Produkten, in Designbüros, für Forschung und Entwicklung, in Schulungszentren und Prototyping-Zentren verwendet.
Geometrisch komplexe Gussteile, die durch den Einsatz additiver Technologien entstehen, werden in Film und Fernsehen verwendet, um schnell ungewöhnliche Requisiten mit komplexen Formen herzustellen.

Der Aston Martin 1960 DB 5 von 007 aus dem Film “Koordinaten: Skyfall” wurde mit Hilfe additiver Technologien hergestellt, um das Originalfahrzeug in Stunt-Szenen zu erhalten.
Gießen von Landschaften mit Sandformen, die mit einem 3D-Drucker gedruckt wurden.
3D-Drucker und Technologien für den 3D-Druck Gießereimodelle
Zur Herstellung von Spritzgussmodellen wird der 3D-Druck mit den Technologien FDM (FFF), SLS, SLA und DLP eingesetzt. Mit diesen Technologien können Modelle gedruckt werden, die anschließend aus der um sie herum gebildeten Spritzgussform geschmolzen oder ausgebrannt werden. Für Einbettungsmodelle wird Wachs verwendet, während für gebrannte Modelle PMMA, CAST-Kunststoff und spezielle Fotopolymere eingesetzt werden.
Der Hauptvorteil der 3D-Drucktechnologien besteht darin, dass keine spezielle Ausrüstung, z. B. Gussformen, vorbereitet werden muss. Weitere Vorteile sind der geringe Aschegehalt der Materialien beim Ausbrennen.
Das vorbereitete 3D-Modell wird sofort zum Druck geschickt und ist nach einer kurzen Nachbearbeitung sofort einsatzbereit.
FDM (FFF): Schicht für Schicht ablagern
FDM ist ein 3D-Druckverfahren, das bei Profis und Amateuren der additiven Technologien weithin bekannt ist.
Das Filamentmaterial für den FDM-Druck von ausgebrannten Modellen ist ein spezieller Kunststoff oder ein Verbundwerkstoff mit hohem Wachsanteil.

Hauptgerät FDM (FFF) – Drucker.

3D-Druckverfahren mit FDM-Technologie
Empfohlener 3D-Drucker: PICASO 3D Designer X
PICASO 3D Designer X ist ein FDM-Drucker mit einer Druckfläche von 200 x 200 x 210 mm. Das Gerät kann Materialien wie ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX , ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPERSOFT, PRO-FLEX, TOTAL PRO, NYLON und PEEK mit Geschwindigkeiten von bis zu 100 cm³/h und mit Schichtdicken ab 10 µm drucken.
Empfohlene Materialien

Polymaker Polycast
Polymaker Polycast ist ein Wachsfilament zum Drucken von Modellen für den Metallguss. Dieses Filament ist für alle FDM-Drucker geeignet.

VERFÜGBAR AUF POLYMAKER
Wenn das Filament ausbrennt, verbleibt ein minimaler Aschegehalt von weniger als 0,01 %. Das Material lässt sich durch Polieren mit einem Lösungsmittel oder einer Flamme gut nachbearbeiten. Wachsmodelle unterscheiden sich in ihren Eigenschaften nicht von Standardmodellen und können in der Gießereiproduktion verwendet werden.
QDTD Acryclic Filament
QDTD Acrylic Filamnet ist ein Polymethylmethacrylat (PMMA)-Filament für die Gießereiproduktion. Das allgemein als Acryl bekannte Filament hat einen hohen Grad an Transparenz und einen geringen Aschegehalt.

VERFÜGBAR AUF TOP3DSHOP
Modelle, die mit diesem Material gedruckt werden, werden mit einer Wachslösung infundiert, um eine glatte Oberfläche zu schaffen. Anschließend wird in der Gießerei für das Modell ein Kanalsystem für die gleichmäßige Zufuhr der Schmelze geschaffen. Die Struktur wird dann in die Formmasse getaucht, die in mehreren Schichten aufgetragen wird. Dadurch entsteht ein starker Abdruck des gedruckten Modells und des Angusssystems.
Das gedruckte Modell wird dann aus der Form gebrannt und in einem Ofen kalziniert. Danach kann es zum Gießen verwendet werden.
Nachstehend finden Sie einige Beispiele für Gegenstände, die mit PMMA-Filamenten hergestellt wurden.


SLS – Selektives Laser-Sintern
SLS wird zur Herstellung von Urmodellen mit komplexen Formen, mittlerer Genauigkeit und relativ großen Abmessungen verwendet.
Im Folgenden finden Sie einen Überblick über die Funktionsweise der Technologie:
Eine Arbeitskammer wird mit einem Inertgas wie z. B. Stickstoff gefüllt. In der Kammer befindet sich eine Plattform, die mit einer Rolle Polystyrolpulver mit einer Partikelgröße von 50-150 Mikron beschichtet ist. Auf der Plattform wird eine neue Schicht mit einem CO2-Laser (mit einer Temperatur von 100-120°C) entlang des “Körper”-Profils des CAD-Modells gesintert. Danach wird die Arbeitsplattform um 0,1-0,3 mm abgesenkt, woraufhin die nächste Schicht gedruckt wird.

Das Hauptgerät des SLS-Druckers.
Das gedruckte Modell benötigt keine Stütze, da das Material selbst (das umgebende Pulver) als Referenz dient. Nicht verwendetes Material kann wiederverwendet werden.
3D-Druckverfahren mit SLS-Technologie
Das auf einem solchen Drucker hergestellte Modell wird mit Formmaterial gefüllt, das dann in einem Kalzinierofen ausgebrannt wird. Beim Brennen werden brennbare Gase freigesetzt. Diese Gase müssen neutralisiert werden.
Die Form kann sich mit der Asche eines verbrannten Modells zusetzen. Daher werden Materialien mit einem geringen Aschegehalt (in Hundertstelprozent) verwendet.

Keramik-Präzisionsgießform und daraus resultierendes Gussteil
Empfohlene Drucker
3DSystesm ProX SLS 6100

Der 3DSystems ProX SLS 6100 ist ein SLS-3D-Drucker mit kürzeren Bauzeiten als andere SLS-Drucker in seiner Preisklasse, leistungsstarker Verschachtelung und hoher Dichte für eine um 25 % höhere Bauvolumen-Kapazität
Empfohlene Materialien
PrimeCast 101 – Polystyrene Gray ist ein graues Material auf Basis von Polystyrol. Das Material eignet sich aufgrund des niedrigen Schmelzpunkts und der Maßhaltigkeit der gedruckten Teile für den Druck von Modellen für den Metallguss.
SLA – Stereolithographie-Laser-Gerät (Laser-Stereolithographie)
Dieses Druckverfahren ist dem SLS-Verfahren ähnlich. Anstelle von Pulvermaterial wird jedoch flüssiges Material verwendet. Der UV-Laser wirkt auf das Material ein, das selektiv und schichtweise aushärtet.

Die verwendeten Materialien sind lichtempfindliche Harze und Fotopolymere. Die Arbeitsplattform wird abgesenkt oder angehoben (je nach Standort der Lichtquelle) und die Flüssigkeit wird von einem Laser an bestimmten Punkten polymerisiert.
Wie bei Pulvern kann das nicht verwendete flüssige Material für den Druck weiterer Modelle wiederverwendet werden.
3D-Druckverfahren mit SLA-Technologie.
Die resultierenden Modelle haben eine hohe Oberflächenqualität. Sie müssen daher nicht weiter bearbeitet werden.

Stereolithografische Kunststoffmodelle von Wasserstrahlrädern (oben links), daraus hergestellte Wachsmodelle (unten links) und fertiger Metallguss (rechts).

Links – SLA-Modell, rechts – Silberguss.
Links – SLA-Modell, rechts – Silberguss.
UnionTech RSPro450

Der UnionTech RSPro450 3D-Drucker druckt Teile mit einer Schichtdicke von 30 Mikrometern und einer Größe von 450 x 450 x 300 mm.
Leuchtende3D EP-A450
Der Shining3D EP-A450 Photopolymerdrucker druckt Objekte bis zu 450×450×350 mm mit einer Geschwindigkeit von bis zu 120 g/h.
XJRP SPS 450H

Der 3D-Drucker XJRP SPS 450H hat eine Arbeitskammergröße von 450 x 450 x 350 mm und druckt mit einer Geschwindigkeit von 200 g/h.
Materialien
Das Stereolithographieharz Somos Element wurde von DSM Additive Manufacturing speziell für Gussmodelle entwickelt. Das Material enthält kein Antimon.
Mit ihm lassen sich hochwertige 3D-Modelle mit einem hohen Grad an Wiederholbarkeit drucken. Das Material hat eine hohe Festigkeit, verformt sich bei der Lagerung nicht und hat einen geringen Aschegehalt. Das restliche Material lässt sich leicht entfernen, so dass die Form sauber bleibt.
LCD (Flüssigkristallanzeige) und DLP (Digital Light Processing)
Zum Aushärten des Fotopolymers wird ein DLP-Projektor auf DMD-Chips oder ein LCD-Bildschirm verwendet. Dies ist der Hauptunterschied zur SLA-Technologie, bei der ein UV-Laser verwendet wird.
Ein weiterer Unterschied besteht darin, dass die gesamte Schicht projiziert wird, und zwar jedes Pixel zur gleichen Zeit. Außerdem wird die Schicht nicht durch einen Laserstrahl gezeichnet. Dadurch wird der Prozess beschleunigt.

DMD-Chip mit zwei Mikrospiegeln.
Modelle, die mit einem solchen Drucker gedruckt werden, müssen von den Trägern befreit und mit UV-Licht behandelt werden. Das bedeutet, dass sich die Nachbearbeitung von Modellen, die mit dieser Technologie hergestellt wurden, nicht von denen unterscheidet, die mit der SLA-Technologie gedruckt wurden.

DLP-Druckverfahren

Licht-“Spot” eines DLP-Projektors, abhängig vom Druck einer bestimmten Schicht.
Mit dem DLP-Druck können Sie ein Modell schneller erstellen, allerdings mit einer weniger glatten Oberfläche als mit einem SLA-Drucker.


Der Unterschied im Detail beim Druck mit SLA- und DLP-Technologie.
Flash Forge Hunter DLP
Der FlashForge Hunter DLP ist ein DLP-Drucker mit einer Schichtdicke von 25-50 Mikrometern und einer Druckfläche von 120×67,5×150 mm.

Gedrucktes Modell und fertiges Gussteil, hergestellt mit dem FlashForge Hunter DLP-Drucker
Fotozentrische Flüssigkristall-Magna

Der Photocentric Liquid Crystal Magna 3D-Drucker ist einer der größten LCD-Drucker. Er hat eine geräumige Arbeitskammer – 510 x 280 x 350 mm – und druckt Teile mit einer Schichtdicke von 25 Mikrometern.
Das Modell wurde auf einem Photocentric Liquid Crystal Magna-Drucker gedruckt.
Materialien
Photopolymer Daylight Precision Castable ist für die Herstellung von Gussformen für Schmuck bestimmt. Der Drucker zeichnet sich durch hohe Präzision und Detailgenauigkeit aus. Die Oberfläche der Produkte ist klar und glatt. Nach dem Brennen hinterlässt das Material keine Asche und verformt sich nicht während der Polymerisation.

Das Teil ist mit Daylight Precision Castable in Schwarz gedruckt.
3D-Drucker für die Herstellung von Gussformen
Mit den Technologien Binder Jetting und SLS können Sie schnell eine hochwertige Gussform herstellen. 3D-Drucker, die diese Technologien verwenden, drucken Formen aus speziellem Gießereisand.
Binder Jetting Technologie
Diese Technologie ermöglicht es Ihnen, eine Sandform mit einer komplexen Geometrie ohne zusätzliche Bearbeitung zu drucken. Nach dem Druck können Sie sofort mit dem Gießen beginnen.
Der Hauptvorteil der Binder-Jetting-Technologie besteht darin, dass für den Betrieb eines solchen Druckers keine besonderen Bedingungen erforderlich sind. Sie können bei Raumtemperatur drucken.
Binder Jet Druckverfahren.
In diesem Fall ist das verwendete Material Sand. Der Sand wird mit einer Walze auf der Arbeitsplattform verteilt. Anschließend trägt der Druckkopf einen Kleber auf das Pulver auf. Die Plattform wird durch die Dicke der Modellschicht abgesenkt, und das Objekt entsteht dort, wo der Sand mit der Flüssigkeit (d. h. dem Klebstoff) verbunden ist.
Das nicht verwendete Material ist, analog zur SLS-Technologie, ein Träger für ein zukünftiges Modell.

Das Hauptgerät eines Druckers mit Binder Jet Technologie.




Mit der Binder Jet-Technologie gedruckte Gussformen.
Empfohlene Drucker
FHZL PCM1500

Der Sand-3D-Drucker FHZL PCM1500 druckt Modelle mit einer Genauigkeit von ±0,3 mm, bei einer Schichtdicke von 200 Mikron. Die Maschine hat ein Bauvolumen von 1500 x 1000 x 700 mm.
FHZL PCM2200

Der Sand 3D-Drucker FHZL PCM2200 hat eine noch größere Arbeitskammer von 2200 x 1000 x 800 mm. Die Maschine druckt mit Quarz-, kalziniertem, synthetischem und Chromitsand Teile mit einer Schichtdicke von 200 Mikron.
ExOne S-Max Pro

Dieser industrielle 3D-Drucker, ExOne S-Max Pro, druckt Prototypen und Formen aus Sand mit einer Schichtdicke von 260 Mikrometern. Die Abmessungen der gedruckten Modelle sollten die Abmessungen der Arbeitskammer – 10400 x 3520 x 2860 mm – nicht überschreiten.

ExOne S-Print

Der ExOne S-Print ist ein industrieller 3D-Drucker mit einer Arbeitskammer von 800 x 500 x 400 mm. Die Maschine druckt Produkte mit einer Schichtdicke von 240 Mikrometern.
SLS-Druck von Gussformen
Der Hauptunterschied zur zuvor erwähnten SLS-Technologie besteht in der Verwendung von Gießereisand, der mit einem Polymer als Druckmaterial vorbeschichtet ist. Das Material wird mit dem Laser gesintert und anschließend gereinigt. Die so entstandene Form wird zum Aushärten in einen Kalzinierofen gegeben, der bei einer Temperatur von 300-350 °C arbeitet.
Der Hauptunterschied zur Binder-Jet-Technologie ist die höhere Detailgenauigkeit der fertigen Form. Allerdings dauert es länger, bis die fertige Form fertig ist, da eine zusätzliche Bearbeitung erforderlich ist.
3D-Solardruck
Eine weitere interessante Sanddrucktechnologie ist das sogenannte Solar Sinter. Die Technologie wurde von einem deutschen Ingenieur, Designer und Künstler, Markus Kaiser, entwickelt. Der solare 3D-Druck eignet sich hervorragend für die Herstellung von Sandformen mit einer sehr geringen Präzision.
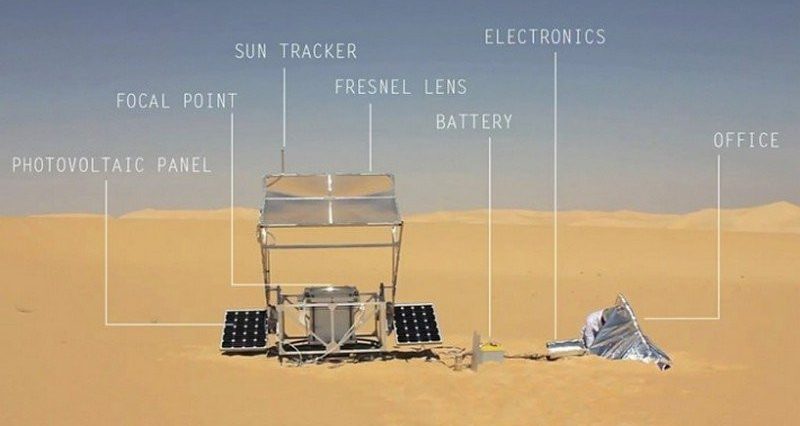 Es ist zu beachten, dass Sie das Büro mitnehmen müssen. Markus Kaiser bietet ein Pyramidenzelt mit reflektierender Beschichtung an – ein großartiger Schutz vor der heißen Sonne.
Es ist zu beachten, dass Sie das Büro mitnehmen müssen. Markus Kaiser bietet ein Pyramidenzelt mit reflektierender Beschichtung an – ein großartiger Schutz vor der heißen Sonne.
Wenn Ihr Unternehmen in der Wüste angesiedelt ist, ist dies die beste Option, da Sand und Sonnenlicht allgegenwärtig sind, d. h. bei einer normalen Neun-Stunden-Schicht. Sie müssen nur Ihren eigenen Drucker und einen Computer mitbringen, um mit dem Drucken zu beginnen.
Der Drucker ist mit einer Fresnellinse ausgestattet, die das Sonnenlicht zu einem Strahl bündelt. Die Linse ermöglicht es, Sand bei einer Temperatur von 1400-1600°C zu schmelzen. Ein Solartracker verfolgt die Position der Sonne und dreht die Linse auf sie zu. Außerdem gibt es Fotozellen, die die elektrischen Antriebe der Anlage versorgen.
Der Hauptvorteil dieser Technologie ist die Einsparung von Strom, Material und Raummiete. Aber vielleicht noch wichtiger ist das Konzept.

Der Prozess des Druckens mit einem 3D-Solardrucker
Ein solcher Drucker ist sowohl aufgrund der Besonderheiten der Anwendung als auch der geringen Genauigkeit der entstehenden Modelle für den industriellen Bedarf kaum zu gebrauchen. Für Künstler und Kunsthandwerker ist er jedoch eine echte Bereicherung.
Das Drucken von Spritzgussformen ist vielleicht eine zweifelhafte Beschäftigung, aber Kunstobjekte sind genau das Richtige.

Die Entnahme des Modells aus dem Arbeitsbereich des 3D-Solardruckers erfolgt mit einem Esslöffel. Sie können auch einen Stopfen verwenden, aber die Geschwindigkeit wird langsamer sein.
Aber im Ernst: Wer weiß, wohin sich die Technologie noch entwickeln wird? Manchmal eröffnen verrückte Projekte neue Möglichkeiten für unser tägliches Leben.
Schlussfolgerung
Die Einführung des 3D-Drucks macht den Gussprozess billiger und schneller. Mit dem 3D-Druck können Sie Modelle und Formen für Gussteile mit komplexer Geometrie und unterschiedlichen Abmessungen herstellen, ohne dass die Genauigkeit des Gussteils beeinträchtigt wird.
Sie können Drucker verwenden, die mit den Technologien FDM(FFF), SLS, SLA/DLP und Voxeljet arbeiten, um Modelle im Wachsausschmelzverfahren oder im Ausbrennverfahren herzustellen. Die verwendeten Materialien haben einen geringen Ascheanteil, und das Drucken der Modelle ist schneller als die manuelle Herstellung oder die Verwendung einer CNC-Maschine.

Beispiel für eine Prozesskette zur Herstellung eines Gussteils mit Hilfe eines Einbettmassenmodells
Für Gussformen eignen sich Binder Jetting und SLS-Drucktechnologien mit einem für die Formen geeigneten Material.
Additive Technologien im Gießereiwesen sind dort anwendbar, wo es notwendig ist, ein Urmodell oder eine Form für ein zukünftiges Gussteil kostengünstig und schnell zu erhalten, z. B. in Konstruktionsbüros und Pilotanlagen. Die Technologien sind auch in der Massenproduktion anwendbar.
Wenn keine Genauigkeit im Mikrometerbereich erforderlich ist, sind sie aufgrund der unterschiedlichen Arbeitsgeschwindigkeit und -kosten viel attraktiver als die Bearbeitung mit einer CNC-Fräse.
Sie können heute ein Gussteil aus Metall oder Kunststoff bestellen und sich das Ergebnis der Anwendung des 3D-Drucks beim Gießen ansehen.
Wenden Sie sich an uns, um sich bei der Auswahl eines 3D-Druckers für Ihre Gießerei oder Gießereiausrüstung beraten zu lassen.